Россия, Томск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 25.02.2024 21:14

Домрачев Илларион Владимирович
учитель технологии
58 лет
Местоположение
Специализация
"Паяние мягкими припоями"
Категория:
Технология (мальчики)
28.05.2018 07:08

Просмотр содержимого документа
«"Паяние мягкими припоями"»
Паяние мягкими припоями
Учитель технологии Домрачев И.В.
- Припой – это металл или сплав, вводимый в зазор между соединяемыми поверхностями, отличающихся по составу от паяемых металлов, имеющий более низкую по сравнению с ним температуру плавления
................................................
- Паяние – это процесс неразъемного соединения двух или нескольких металлических заготовок с помощью расплавленного металла – припоя, имеющего более низкую температуру плавления, чем металл соединяемых им частей заготовок.
................................................
- По температуре плавления припои подразделяют на мягкие (легкоплавкие) и твердые (тугоплавкие).
- Температура плавления мягких припоев 180…300 градусов, а твердых припоев 700…1000 градусов.
................................................
- Оловянно-свинцовые припои обозначают буквами ПОС (припой оловянно-свинцовый) и цифрами, показывающими содержание олова в процентах.
Например:
ПОС-40 – припой оловянно-свинцовый, содержание олова 90%
................................................
- Прежде чем приступить к паянию, необходимо тщательно подготовить поверхности соединяемых частей заготовок под паяние.
- От грязи коррозии поверхность очищается шабером, надфилем или напильником до металлического блеска.
......................................................
- Флюсы, применяемые при паянии, обладают способностью очищать место спая от окислов, предотвращают образование оксидов в процессе пайки и снижают поверхностное натяжение припоя, обеспечивая его лучшую текучесть и более качественное заполнение зазора между соединяемыми пайкой частями заготовки
................................................
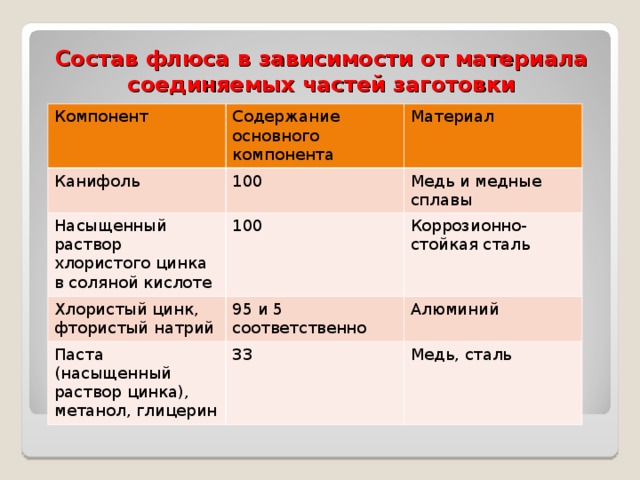
Состав флюса в зависимости от материала соединяемых частей заготовки
Компонент
Содержание основного компонента
Канифоль
Материал
100
Насыщенный раствор хлористого цинка в соляной кислоте
100
Медь и медные сплавы
Хлористый цинк, фтористый натрий
Коррозионно-стойкая сталь
95 и 5 соответственно
Паста (насыщенный раствор цинка), метанол, глицерин
33
Алюминий
Медь, сталь
Припой следует наносить тонким, равномерным слоем без припусков.
После окончания пайки выступающие
над швом приливы удаляют напильником, а поверхность зачищается наждачной шкуркой.
Все работы производятся соблюдая технику безопасности
................................................







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

