
Россия, Аткарск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 11.06.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 18.04.2024 13:07

Козицкий Николай Федорович
преподаватель спецдисциплин
62 года
Местоположение
Специализация
Практическая работа и теоретический материал по МДК 02.01
Категория:
Прочее
27.03.2020 08:05

Просмотр содержимого документа
«Практическая работа и теоретический материал по МДК 02.01»
Практическая работа №1
Тема: Расчет режима ручной дуговой сварки в различных положениях шва по карточкам
Цель работы: Приобрести практические навыки при расчете режима ручной дуговой сварки в различных положениях шва.
Ход выполнения работы:
-
Ознакомление с теоретическими сведениями
-
Изучить технологию сварки и наплавки в нижнем положении шва.
-
Изучить технологию сварки и наплавки вертикальных, горизонтальных и потолочных швов.
-
Рассчитать и выбрать параметры ручной электродуговой сварки (силу сварочного тока, диаметр, тип и марку электрода и др.) в зависимости от свариваемого материала и положения в пространстве.
-
Заполнить таблицу и дать подробное описание расчета режима (варианты – по порядковому номеру в журнале)
Теоретические сведения
Сварка и наплавка в нижнем положении шва
Сварка стыковых швов.
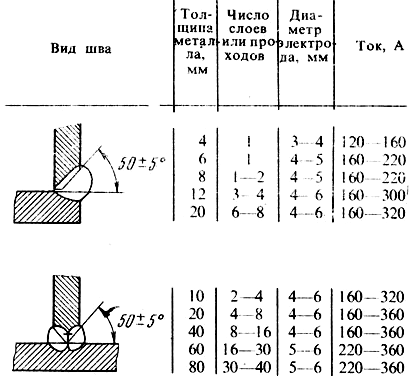
Односторонние стыковые швы без скоса кромок выполняют покрытыми электродами диаметром, равным толщине свариваемых листов, если она не превышает 4 мм. Сила тока подбирается в зависимости от диаметра электрода, вида и толщины покрытия (табл. 1). Листы без скоса кромок толщиной от 4 до 10 мм сваривают двусторонним швом. Положение и поперечные движения электрода при сварке приведены на рис. 1.
Таблица. 1.
Ориентировочные режимы сварки соединений встык без скоса кромок
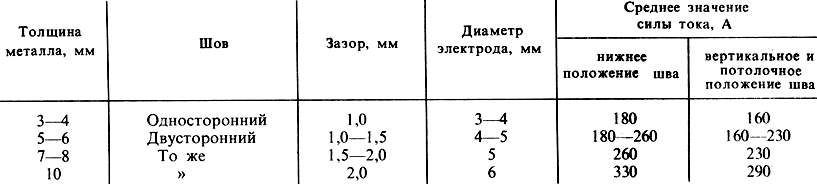
Примечание. Максимальные значения силы тока должны уточняться по данным паспорта электродов.
Стыковые соединения со скосом двух кромок (V-образные) в зависимости от толщины металла выполняют однослойными, многослойными или многопроходными швами .
Оптимальный угол раскрытия шва определяется следующими соображениями. Большой угол разделки (80 - 90°) обеспечивает большие удобства сварщику, уменьшает опасность непровара корня, но увеличивает объем наплавленного металла, следовательно, уменьшает производительность и увеличивает деформации изделия. Для нормального процесса ручной дуговой сварки принят угол разделки 60°. Он может быть увеличен на 65° для тонких листов и уменьшен до 55° для листов толщиной более 15 мм.
Зазор между стыкуемыми элементами и притупление кромок составляет от 1,5 до 4,0 мм в зависимости от толщины листов, режима сварки и характера свариваемой конструкции.
Наиболее трудным при сварке является получение полного (надежного) провара корня шва. Здесь чаще всего бывают различные дефекты, например непровар, газовые и шлаковые включения. Поэтому, если это возможно, следует подваривать корень шва с обратной стороны.
Металл толщиной от 4 до 8 мм проваривается однослойным (однопроходным) швом. Однослойные швы с V-образным скосом кромок выполняют поперечными колебательными движениями электрода в виде треугольников без задержки в корне шва (листы толщиной 4 мм) и с задержкой в корне шва (толщиной 8 мм, рис. 1).
Р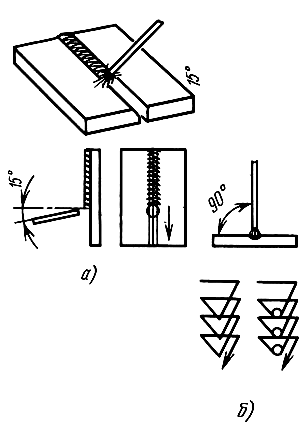 ис. 1. Положение (а) и движения электрода (б) при сварке стыковых швов со скосом кромок
ис. 1. Положение (а) и движения электрода (б) при сварке стыковых швов со скосом кромок
Листы толщиной 12 мм и более соединяются встык с двумя симметричными скосами двух кромок (с Х-образным скосом кромок) многослойным или многопроходным швом. Многослойный шов выполняется быстрее многопроходного. Выбор многослойного или многопроходного шва зависит от химического состава и толщины свариваемой стали.
Многопроходной шов выполняется тонкими и узкими валиками, без поперечных колебательных движений электрода. Сварку рекомендуется выполнять электродами, предназначенными для опирания. В этом случае применяют электроды диаметром
от 1,6 до 3 мм (редко 4 мм). Весь многопроходной шов может выполняться электродами одного и того же диаметра.
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке; поэтому многослойный шов обеспечивает повышенную производительность.
Иногда для обеспечения провара по всей толщине металла сварка ведется на медной подкладке толщиной 4 - 6 мм. В этом случае сварочный ток можно повысить на 20 - 30%, не опасаясь сквозного проплавления. Если конструкция и назначение сварного изделия допускают сквозное проплавление, сварка может вестись на остающейся стальной подкладке.
В особо ответственных конструкциях перед подваркой шва с обратной стороны его предварительно зачищают резаком для поверхностной резки или резцом для удаления возможных дефектов (непровара, трещин, газовых и шлаковых включений).
Таблица. 2.
Ориентировочные режимы сварки V-образных стыковых многослойных швов
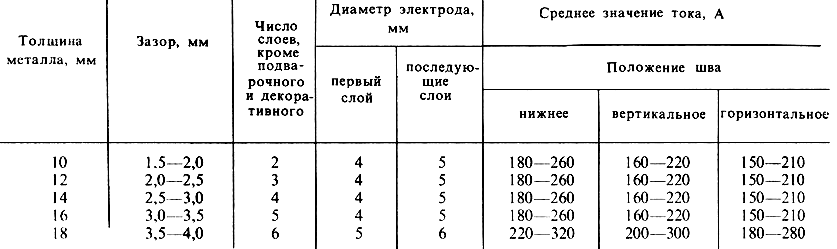
Примечание. Максимальные значения силы тока должны уточняться по данным паспорта электродов.
Стыковые Х-образные швы применяют для стали толщиной от 12 до 40 мм. Подготовка кромок, угол скоса, величина зазора и притупления, техника выполнения швов при этом такие же, как и при сварке листов с V-образной разделкой. Чтобы достаточно прогревался и отжигался металл каждого нижележащего слоя, толщина слоев должна быть не более 4 - 5 мм и не менее 2 мм. Например, для выполнения Х-образных швов при сварке листов толщиной 12 мм нужно положить 4 - 6 слоев, а для толщины 40 мм - 10 - 16 слоев (отжигающий и декоративный слои не учитываются).
Стыковые швы листов большой толщины (более 20 мм) целесообразно сваривать с криволинейным скосом двух кромок. Такая подготовка позволяет применять электроды повышенного диаметра, обеспечивает надежный провар и равномерную усадку металла шва.
Швы с двусторонним симметричным скосом двух кромок (Х-образные) имеют следующие преимущества перед швами с односторонним скосом двух кромок (V-образные):
-
Уменьшение объема наплавленного металла в 1,6 - 1,7 раза и, следовательно, увеличение производительности сварки.
-
Уменьшение деформаций от сварки.
-
Возможный непровар в корне шва расположен в нейтральном сечении и поэтому менее опасен.
Для уменьшения коробления сварного изделия рекомендуется выполнять швы попеременно с одной и с другой стороны листа. При сварке в нижнем положении для этого требуется частая кантовка изделия. Поэтому целесообразно устанавливать изделие вертикально и сваривать его одновременно с двух сторон. Работу в этом случае выполняют два сварщика.
Сварка угловых швов
При выполнении угловых швов наклонным электродом (рис. 2, а) жидкий металл под действием силы тяжести стремится стекать на нижнюю плоскость. Поэтому выполнение этих швов лучше производить "в лодочку" (рис. 2, б), в частности электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.
Сварка "в лодочку" угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не должен превышать 10% толщины листа.
Таблица. 3.
Режимы сварки угловых швов 'в лодочку' с опиранием электрода
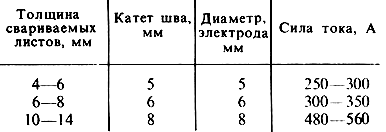
Примечание. Максимальные значения силы тока должны уточняться по данным паспорта электродов.
Однако не всегда можно установить сварное изделие для сварки "в лодочку"; тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45° к поверхности листов и производить поперечные движения треугольником без задержек или с задержками в корне шва. В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается задержкой электрода в корне шва (см. рис. 52).
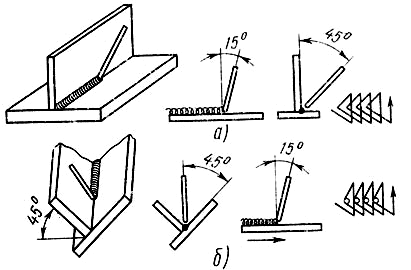
Рис. 2. Положение и движения электрода при сварке угловых швов: а - наклонным электродом, б – "в лодочку"
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.
Сварка тавровых швов
Скос кромок у стенки тавра делают под углом 50+5°. При толщине стенки до 4 мм шов со скосом кромки выполняют в один слой; при большей толщине сварка ведется в несколько слоев и проходов. При выполнении многослойных тавровых швов наклонным электродом швы обычно получаются с неравными катетами на полке и стенке. Поэтому при проектировании сварных изделий допускаются угловые швы с неравными катетами.
Таблица. 4.
Примерные режимы ручной дуговой сварки угловых швов со скосом кромок
Выполнение вертикальных, горизонтальных и потолочных швов
Вертикальные швы (стыковые и угловые) выполняют в направлении снизу вверх. Предварительно подготавливается сваркой металлическая горизонтальная площадка сечением, равным сечению наплавленного металла шва. Площадка создается поперечными движениями электрода треугольником (рис. 3). Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольший провар корня шва достигают, когда электрод перпендикулярен вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз, как показано пунктиром на рис. 3, а, б.
Р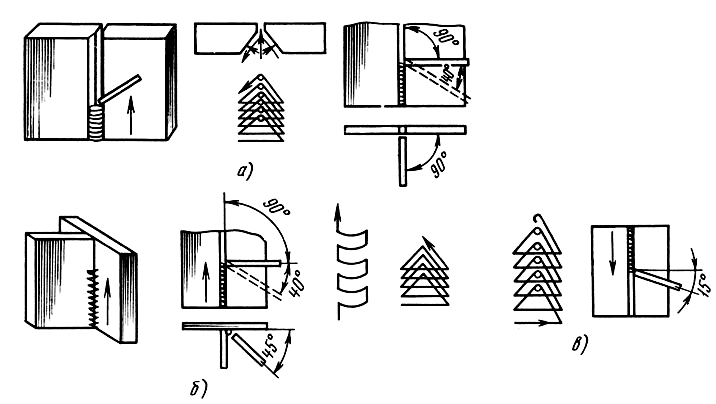 ис. 3. Положение и движения электрода при сварке в вертикальном положении:
ис. 3. Положение и движения электрода при сварке в вертикальном положении:
а - стыковые швы со скосом кромок, б - угловые швы,
в - сварка в направлении сверху вниз
Сварка вертикальных швов электродами больших диаметров и при большой силе тока затруднительна из-за стекания металла и неудовлетворительного формирования шва. Поэтому применяют электроды диаметром до 4 мм, редко 5 мм, а сварочный ток понижают по сравнению со сваркой в нижнем положении.
Вертикальная сварка в направлении сверху вниз (рис. 3, в) возможна электродами, дающими слой шлака. Металл в сварочной ванне затвердевает быстрее и стекания его практически не происходит. Для вертикальной сварки сверху вниз применяют электроды с целлюлозным, пластмассовым покрытием органического вида (ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3 и др.). Производительность сварки сверху вниз выше производительности сварки снизу вверх. Вертикальные швы также удобно выполнять электродами с опиранием покрытия на свариваемые кромки.
Горизонтальные и потолочные швы выполнять сложнее, чем вертикальные (рис. 4). При выполнении горизонтальных швов на верхнем листе часто образуются подрезы, а при сварке в потолочном положении затруднен полный провар корня шва. В обоих случаях сварка должна производиться короткой дугой с достаточно быстрыми колебательными движениями. Металл толщиной более 8 мм сваривают многопроходными швами.
Первый валик в корне горизонтального шва наносится электродом диаметром 4 мм, а последующие - диаметром 5 мм.
Первый валик в корне потолочного шва выполняется электродом диаметром 3 мм, а последующие - диаметром не более 4 мм.
В алики горизонтального и потолочного швов удобно выполнять электродами с опиранием покрытия. При выполнении потолочных швов газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в шве. Поэтому для сварки в потолочном положении следует пользоваться хорошо просушенными электродами, дающими небольшой шлак.
алики горизонтального и потолочного швов удобно выполнять электродами с опиранием покрытия. При выполнении потолочных швов газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в шве. Поэтому для сварки в потолочном положении следует пользоваться хорошо просушенными электродами, дающими небольшой шлак.
Рис. 4. Положение и движения электрода при сварке в горизонтальном и потолочном положениях: а - горизонтальный угловой шов, б - наплавка в потолочном положении, в - потолочный стыковой
Сварка тонколистовой стали
При сварке стали толщиной 3 мм и меньше необходимо вводить в изделие строго одинаковое количество тепла на единицу длины шва (погонная энергия сварки qв), с тем чтобы по всей длине шва была одинаковая глубина провара металла.
Швы накладываются электродом диаметром 1 - 3 мм без поперечных колебательных движений. Продольные движения электрода по оси шва должны производиться с одинаковой скоростью.
Для соединения тонких металлов заслуживает широкого внедрения микроплазменная сварка импульсной дугой в защитном инертном газе. Ею сваривают листы толщиной 0,1 - 2 мм. Для микроплазменной сварки институт им. Е. О. Патона разработал специальный источник сварочного тока типа А-1347.
Тонкую сталь можно сваривать также угольным электродом на постоянном токе с прямой полярностью по отбортовке кромок на режиме: диаметр угольного электрода - 6 - 10 мм, сила тока - 120 - 160 А, скорость сварки - 50 - 70 м/ч.
Вариант №1
Подобрать режим ручной дуговой сварки для соединения в тавр. Положение горизонтальное Материал –Ст3пс.
3
| Д ГОСТ.5264-80-Т3 3 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. переем.) |
| |
|
|
|
|
|
|
|






Вариант №2
Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
Материал –Ст3пс.
| Д ГОСТ.5264-80-Т1- | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||







 иаметр электрода
иаметр электрода
Вариант №3
Подобрать режим ручной дуговой сварки для соединения в тавр. Положение горизонтальное. Материал –Ст3пс.
3
| Д ГОСТ.5264-80Т3 3 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) |
| |
|
|
|
|
|
|
|
 иаметр электрода
иаметр электрода
Вариант №4
Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
Материал –Ст3пс.
| Д ГОСТ.5264-80 - | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||






 иаметр электрода
иаметр электрода
Вариант №5
Подобрать режим ручной дуговой сварки для соединения встык. Положение вертикальное.
Материал –Ст3пс.
| Д ГОСТ.5264-80 С21 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) |
|
|
|
|
|
|
|
|
|



 иаметр электрода
иаметр электрода Вариант №6
Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
Материал –Ст3пс.
| Ди ГОСТ.5264-80 С4 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||



 аметр электрода
аметр электрода
Вариант №7
Подобрать режим ручной дуговой сварки для соединения в тавр. Положение вертикальное.
Материал –Ст3пс.
Sме = 5 мм
| Ди ГОСТ.5264-80?У2 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) |
|
|
|
|
|
|
|
|
|


 аметр электрода
аметр электрода
Вариант №8
Подобрать режим ручной дуговой сварки для соединения встык. Положение потолочное.
Материал –Ст3пс.
| Д ГОСТ.5264-80С2 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||

Вариант №9
Подобрать режим ручной дуговой сварки для соединения встык. Положение вертикальное.
Материал –Ст3пс.
| Д ГОСТ.5264-80С2 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||
 иаметр электрода
иаметр электрода
Вариант №10
Подобрать режим ручной дуговой сварки для соединения в тавр. Положение нижнее.
Материал –Ст3пс.
| Ди ГОСТ.5264-80Т3 3 2 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
| |
|
|
|
|
|
|
| ||




 аметр электрода
аметр электрода 
Вариант №11
Подобрать режим ручной дуговой сварки для соединения встык. Положение вертикальное.
Материал –Ст3пс.
ГОСТ.5264-80 С15
| Д | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) |
|
|
|
|
|
|
|
|
|







 иаметр электрода
иаметр электродаВариант №12
Подобрать режим ручной дуговой сварки для соединения в угол. Положение потолочное.
Материал –Ст3пс.




5
| Ди ГОСТ.5264-80?У2 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||
Вариант №13
Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
Материал –Ст3пс.
ГОСТ.5264-80 С15
| Д | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) |
|
|
|
|
|
|
|
|
|
 иаметр электрода
иаметр электрода
Вариант №14
Подобрать режим ручной дуговой сварки для соединения в тавр. Положение потолочное.
Материал –Ст3пс.
4
| Д ГОСТ.5264-80-Т3 3 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. переем.) |
| |
|
|
|
|
|
|
|
Вариант №15
Подобрать режим ручной дуговой сварки для соединения в тавр. Положение вертикальное.
Материал –Ст3пс.
6
| Д ГОСТ.5264-80Т3 3 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) |
| |
|
|
|
|
|
|
|
Вариант №16
Подобрать режим ручной дуговой сварки для соединения в нахлест. Положение потолочное. Материал –Ст3пс.
| Ди ГОСТ.5264-80 -
| Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||
Вариант №17
Подобрать режим ручной дуговой сварки для соединения в угол. Положение нижнее.
Материал –Ст3пс.
Sме = 8 мм
| Ди ГОСТ.5264-80 У2 ГОСТ.5264-80 - | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) |
|
|
|
|
|
|
|
|
|
Вариант №18
Подобрать режим ручной дуговой сварки для соединения встык. Положение горизонтальное. Материал –Ст3пс.
| Д ГОСТ.5264-80С2 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||
Вариант №19
Подобрать режим ручной дуговой сварки для соединения встык. Положение горизонтальное. Материал –Ст3пс.
| Д ГОСТ.5264-80 С21 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) |
|
|
|
|
|
|
|
|
|
Вариант №20
Подобрать режим ручной дуговой сварки для соединения встык. Положение вертикальное.
Материал –Ст3пс.
| Ди ГОСТ.5264-80 С4 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||
Вариант №21
Подобрать режим ручной дуговой сварки для соединения в тавр. Положение вертикальное.
Материал –Ст3пс.
9
| Д ГОСТ.5264-80-Т3 3 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. переем.) |
| |
|
|
|
|
|
|
|
Вариант №22
Подобрать режим ручной дуговой сварки для соединения встык. Положение горизонтальное. Материал –Ст3пс.
| Д ГОСТ.5264-80-Т1- | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||
Вариант №23
Подобрать режим ручной дуговой сварки для соединения встык. Положение горизонтальное. Материал –Ст3пс.
| Д ГОСТ.5264-80С2 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||
Вариант №24
Подобрать режим ручной дуговой сварки для соединения в тавр. Положение потолочное.
Материал –Ст3пс.
| Ди ГОСТ.5264-80Т3 3 4 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
| |
|
|
|
|
|
|
| ||
Вариант №25
Подобрать режим ручной дуговой сварки для соединения встык. Положение нижнее.
Материал –Ст3пс.
ГОСТ.5264-80 С15
| Д | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) |
|
|
|
|
|
|
|
|
|
 иаметр электрода
иаметр электрода
Вариант №26
Подобрать режим ручной дуговой сварки для соединения в угол. Положение горизонтальное. Материал –Ст3пс.
4
| Ди ГОСТ.5264-80?У2 | Сила сварочного тока | Тип Марка электрода | Угол наклона электрода | Манипулятор | Полярность | Длина дуги | Род тока (пост. Переем.) | ||
|
|
|
|
|
|
|
|
| ||
15







© 2020, Козицкий Николай Федорович 1951 28
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ




