
Россия, Мариуполь


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 28.04.2026 10:24

Пивоваров Виталий Леонидович
учитель технологии
35 лет
Местоположение
Специализация
Предмет "Труд (Технология)", модуль «3D-моделирование, прототипирование, макетирование», презентация по теме "Классификация 3D-принтеров", 8 класс
Категория:
Труд (технология)
03.04.2026 14:49

Просмотр содержимого документа
«Предмет "Труд (Технология)", модуль «3D-моделирование, прототипирование, макетирование», презентация по теме "Классификация 3D-принтеров", 8 класс»
Модуль «3D-моделирование, прототипирование, макетирование»
Классификация
3D-принтеров,
8 класс
Цели урока:
- познакомить с историей появления 3D-принтеров, с основными конструкторскими элементами 3D-принтеров, с этапами создания 3D-принта, с классификацией 3D-принтеров по ключевым критериям: по технологии печати, по типу используемых материалов, по кинематике, по назначению, по типу сырья;
- формировать практические навыки классифицировать
3D-принтеры по ключевым критериям;
- воспитывать аккуратность в работе, умение самостоятельно работать.
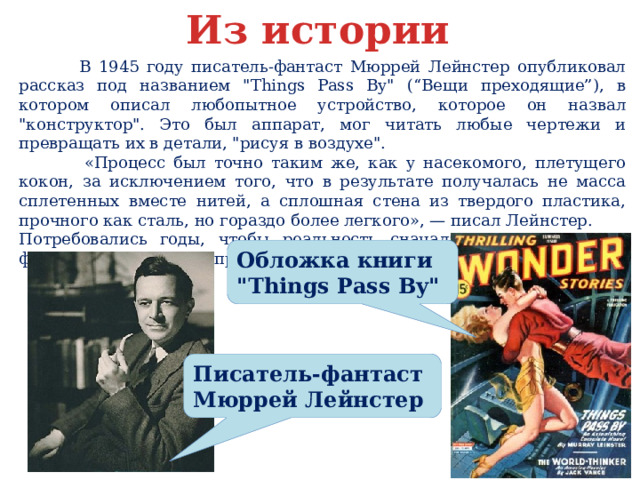
Из истории
В 1945 году писатель-фантаст Мюррей Лейнстер опубликовал рассказ под названием "Things Pass By" (“Вещи преходящие”), в котором описал любопытное устройство, которое он назвал "конструктор". Это был аппарат, мог читать любые чертежи и превращать их в детали, "рисуя в воздухе".
«Процесс был точно таким же, как у насекомого, плетущего кокон, за исключением того, что в результате получалась не масса сплетенных вместе нитей, а сплошная стена из твердого пластика, прочного как сталь, но гораздо более легкого», — писал Лейнстер.
Потребовались годы, чтобы реальность сначала догнала научную фантастику, а потом и превзошла её
Обложка книги
"Things Pass By"
Писатель-фантаст
Мюррей Лейнстер

Технология послойного производства вещей по трёхмерной модели появилась в начале 80-х годов XX века в США. Её изобретатель – Чак Халл – запатентовал инновацию в 1984 г. Спустя два года он организовал первую компанию 3D Systems, до сегодняшнего дня остающуюся лидером в отрасли. А спустя ещё год, в 1987 г., публике представили первый 3D-принтер.
По прошествии полувека появились десятки видов 3d-принтеров, печатающих всё что угодно, используя самое разное сырьё.
1988 год: первый коммерческий
3D-принтер 3D Systems
Чак Халл
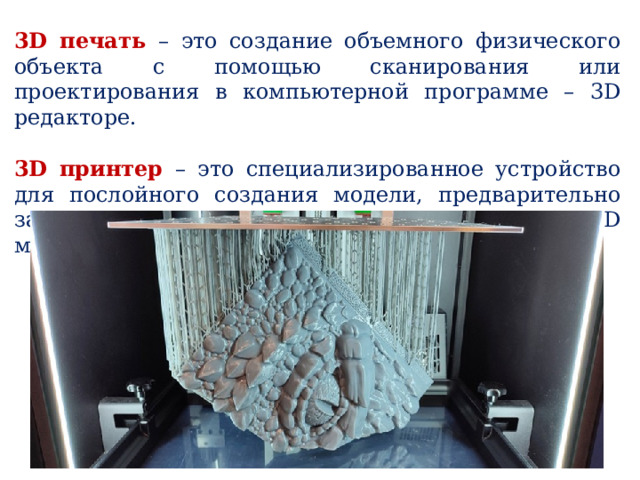
3D печать – это создание объемного физического объекта с помощью сканирования или проектирования в компьютерной программе – 3D редакторе.
3D принтер – это специализированное устройство для послойного создания модели, предварительно заданной в компьютерной программе 3D моделирования.
К основным конструкторским элементам 3D принтера относятся:
- камера сборки (может быть открытой или закрытой);
- рама, на которой закреплены все механизмы и детали;
- двигатели, приводящие в движение механизм, контролирующие точность и скорость печати;
- печатная платформа;
- экструдер – печатающая головка, которая отвечает за захват порции материала и подачу через нагретое сопло на платформу;
- панель управления.
Девайсы, печатающие филаментом (метод создания 3D-объектов путем послойного наплавления термопластичной нити), дополнительно имеют держатель для катушки, а те, что работают с жидкими полимерными смолами, – ванночку, а также источник УФ-излучения – лазер или проектор.
Этапы создания 3D принта
- Разработка электронной модели: сделать самому, используя ПО, или найти готовое изображение в сети.
- Экспорт разработки на ПК в одном из заданных форматов, например, .STL, .OBJ, .FBX, .3DS.
- Подготовка файла. Это значит, что программа-слайсер, должна «разрезать» разработку на слои и задать координаты движения печатающей головки: по этому маршруту и будет создаваться объект. Кроме маршрута, на подготовительном этапе можно выставить толщину слоя, плотность заполнения слоёв, скорость печати, сконструировать подставки для нависающих деталей, настроить другие опции.
- Готовый файл надо перевести в формат .gcode, который «читает» принтер. Лучше использовать съёмный носитель. Из-за длительности распечатывания объекта компьютер (если работа идёт с него по проводу) может отключиться или впасть в спящий режим. Это уничтожит всю проделанную работу.
- Подготовка принтера: проверка работоспособности деталей и узлов, калибровка, разогрев сопла, нанесение адгезивного состава (если надо) на поверхность платформы.
- Распечатывание объекта. За процессом рекомендуется наблюдать, т.к. могут возникать сбои, которые своевременно надо поправлять.
- Постпечатная обработка. Этот этап включает удаление паутины, поддерживающих элементов, шлифование.
Классификация 3D-принтеров основывается на нескольких ключевых критериях

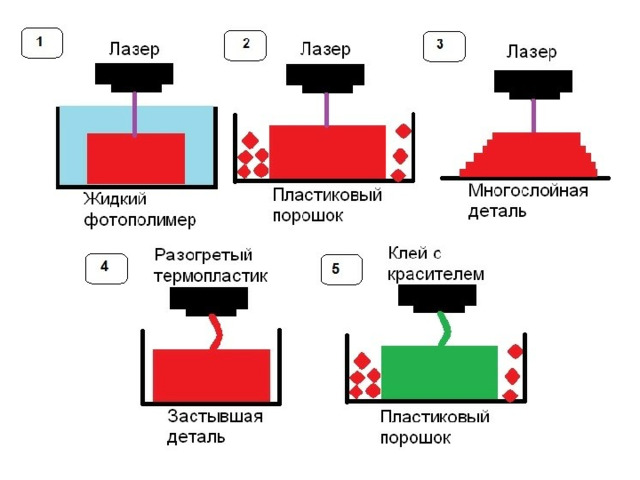
По технологии печати
Экструзионная печать (FDM, FFF, FGF)
Самый распространенная, относительно простая, недорогая технология. Принцип работы заключается в плавлении пластиковой нити , заправленной в экструдер. Процесс начинается с расплавления материала, из которого путем давления получается пластиковая нить в полужидком состоянии. Экструдер наносит нить на движущуюся платформу в заданном месте слой за слоем, создавая нужный макет детали. Процесс происходит снизу вверх.
Разновидность этой технологии - печать другими материалами, например жидким бетоном, съедобными продуктами (например шоколадом) и биоматериалами. На сегодняшний момент это самая распространенная технология 3D-печати в мире.

По технологии печати
Лазерная стереолитография (SLA, DLP)
3D-принтеры данного вида построены на использовании жидкой фотополимерной смолы, которая твердеет под воздействием лазера, УФ или ИК и превращается в твердый пластик. На платформе по слою жидкости направляется ультрафиолетовая засветка лазерным лучом (SLA) или светодиодной матрицей (DLP), которые приводят к затвердению и прилипанию затвердевшей смолы к платформе, и получается первый слой. Так слой за слоем создается необходимый макет.
Технология применяется для изготовления точных ненагруженных макетов, например в ювелирном производстве или медицине.

По технологии печати
Селективное лазерное спекание (SLS, SLM, DMLS)
В процессе создания модели вместо жидкости используется порошок. В рабочую камеру насыпается тонкий слой порошка (от 20 до 100 мкм). Лазерный луч проходит по поверхности слоя, «рисуя» сечение будущей детали и соединяя частицы порошка между собой. Платформа опускается на один шаг вниз, наносится новый слой порошка, и процесс повторяется до полной готовности объекта. Требуется полировка щетками т.к. поверхности модели в основном получаются шероховатыми. Работает с такими материалами, как сталь, алюминий, титан и множество сплавов. Эта технология с безотходным производством, потому что остаточный порошок будет повторно использован для создания следующей модели.

По технологии печати
Наплавление (DED, LENS, DMD, LBAM, WAAM, EBAM)
При использовании этого метода применяют ультрафиолетовую вспышку, чтобы полимер затвердел. При помощи головки расплавленный акриловый фотополимер (пластик) наносится на печатающую платформу. Далее пластик поддаётся засвечиванию галогеновой лампой и материал твердеет. Так же на материал наносится бытовой воск для поддержания выступающих частей и удаляется в результате нагревания в печи, даже не оставляя при этом следов. Все действия этой технологии повторяются множество раз для достижения полного результата. Вместо дорогих мелкодисперсных порошков можно использовать более доступную проволоку.

По технологии печати
Струйная печать (CJP, PolyJet)
Напоминает работу обычного струйного офисного принтера, только вместо чернил расходным материалом являются фотополимерные смолы, которые твердеют под ультрафиолетовым излучением сразу же после нанесения. Таким образом, слой за слоем формируется 3D объект. Главной отличительной особенностью технологии является возможность полноцветной 3D печати за счет оперативного подмешивания в бесцветную смолу нужных красителей. Изделия обладают небольшой прочностью. Применяется для быстрого прототипирования, чтобы визуально оценить 3D объект в натуральную величину и цвете.

По технологии печати
Струйно-порошковая 3D-печать
Процесс основан на укладке тонких слоев смеси металлического или керамического порошка со связующим веществом (клеем). После печати полученную заготовку отправляют в печь для обжига и спекания в готовое монолитное изделие. Результатом струйно-порошковой печати становятся полноценные прочные рабочие детали из металла, керамики или смеси - металлокерамики.

По технологии печати
Ламинирование (LOM, UAM, CBAM)
Тонкие листы материала (ламината) вырезаемые механически или лазером последовательно укладываются друг на друга и склеиваются/свариваются, создавая объемную модель. В качестве ламината используется почти любой материал, который можно вырезать и склеить, от металла до бумаги. Если на края этой, например, бумаги предварительно нанести изображение, то получится реалистичная цветная модель, по механическим свойствам напоминающая дерево.

По технологии печати
Ротационная сварка трением (FSAM)
Это способ производства 3D объектов, где нагрев и смешивание материалов осуществляется при помощи вращения. Расходный материал подается из центра вращающейся головки и под давлением “втирается” в поверхность подложки или предыдущего слоя. За счет высокого давления спекание происходит при температурах ниже плавления материала, что избавляет изделие от ряда проблем, таких как пористость, растрескивание, остаточное напряжение, коробление и так далее. Меняя материалы, подаваемые в зону наплавления, можно создавать градиентные детали, с отличающимися физическими свойствами на разных уровнях.

По технологии печати
Холодное напыление
Частицы металлического порошка с небольшого расстояния напыляются на поверхность при помощи сверхзвукового потока газа навечно срастаясь в одно целое. Технология подходит для ремонта сломанных деталей, восстановления изношенных поверхностей и полноценной 3D печати. Такие установки также можно увидеть в аэрокосмической и военной области хозяйства.
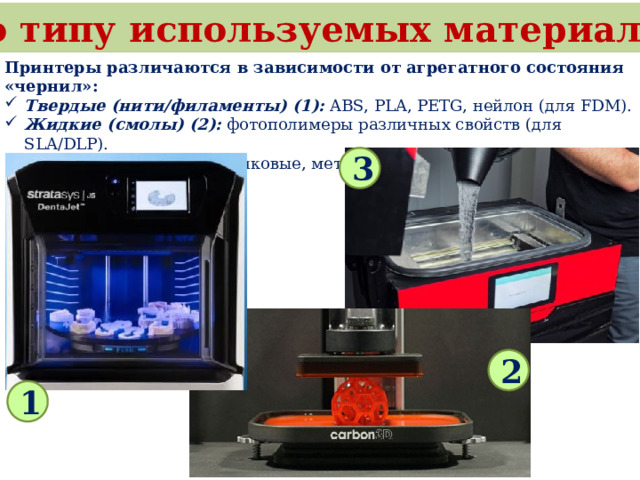
По типу используемых материалов
Принтеры различаются в зависимости от агрегатного состояния «чернил»:
- Твердые (нити/филаменты) (1): ABS, PLA, PETG, нейлон (для FDM).
- Жидкие (смолы) (2): фотополимеры различных свойств (для SLA/DLP).
- Порошковые (3): пластиковые, металлические, керамические порошки (для SLS/SLM).
3
2
1

По кинематике (механике движения)
Способ перемещения экструдера или печатной платформы в пространстве:
- Картезианские (XYZ) (1): движение происходит по трем взаимно перпендикулярным осям. Наиболее распространенный тип.
- Delta-принтеры (2): экструдер подвешен на трех рычагах, которые двигаются вверх-вниз по вертикальным направляющим. Отличаются высокой скоростью печати.
- CoreXY / H-Bot (3): варианты картезианской схемы, где движение в плоскости XY осуществляется за счет сложной системы ремней и двух неподвижных моторов.
- Полярные (4): используют вращающуюся платформу и рычаг, двигающийся радиально.
3
1
4
2
По назначению
- Потребительские: для использования дома. Имеют невысокую производительность и простые в управлении. В качестве сырья используется ABS и PLA пластик. Скорость печати невысокая. Никаких особых технических навыков не требуется.
- Персональные: обладают широкими техническими возможностями. Также можно использовать дома, но предназначен он для тех, кто уже имеет опыт и хочет изготавливать что-то более сложное. Аппарат запускается одной кнопкой и работает практически в одном режиме. Он подойдёт для использования в рекламных агентствах, небольших дизайнерских студиях, инженерных и ремонтных мастерских и др. Недостаток - высокая шумность и повышенная температура в помещении во время работы.
- Профессиональные: имеют крупные габариты с повышенной производительностью. Могут работать с разными видами сырья. Готовая продукция качественна, точна, имеет высокую детализированность. Позволяют одновременно печатать несколько моделей. Для работы на них нужны навыки. Имеют много дополнительных режимов, опций, настроек, которые надо каждый раз выставлять. Занимают много места и сильно шумят при работе. Для их установки требуется специально подготовленное место с хорошей вентиляцией и подведённой высоковольтной линией.
- Промышленные: печатающий станок с большой площадью печати, с высоким уровнем автоматизации и контроля. Предназначены для массового производства любых деталей – от мелких ювелирных изделий до автомобильной техники. Работают со всеми видами материалов. Обычно они создаются под определённые виды производства, поэтому габариты одних сопоставимы с размерами легкового автомобиля, других – с автобусами. Нуждаются в специальных помещениях, оснащённых сильной вытяжкой, выделенной высоковольтной линией электропередачи, газовой трубой.
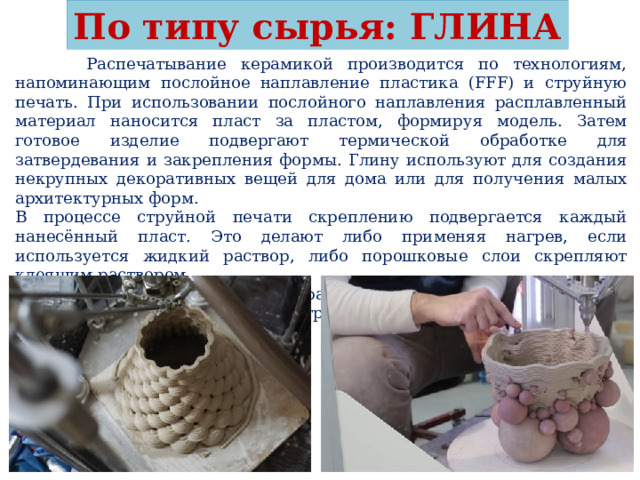
По типу сырья: ГЛИНА
Распечатывание керамикой производится по технологиям, напоминающим послойное наплавление пластика (FFF) и струйную печать. При использовании послойного наплавления расплавленный материал наносится пласт за пластом, формируя модель. Затем готовое изделие подвергают термической обработке для затвердевания и закрепления формы. Глину используют для создания некрупных декоративных вещей для дома или для получения малых архитектурных форм.
В процессе струйной печати скреплению подвергается каждый нанесённый пласт. Это делают либо применяя нагрев, если используется жидкий раствор, либо порошковые слои скрепляют клеящим раствором.
Предметы, выполненные из керамики, очень прочны: их можно применять в технических конструкциях, а также использовать в качестве форм для литья.
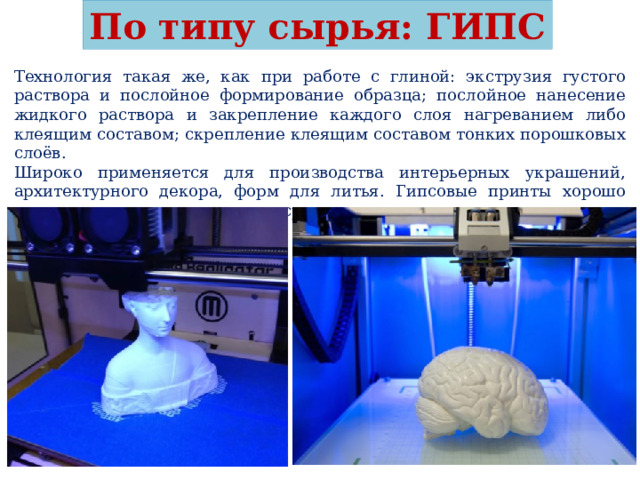
По типу сырья: ГИПС
Технология такая же, как при работе с глиной: экструзия густого раствора и послойное формирование образца; послойное нанесение жидкого раствора и закрепление каждого слоя нагреванием либо клеящим составом; скрепление клеящим составом тонких порошковых слоёв.
Широко применяется для производства интерьерных украшений, архитектурного декора, форм для литья. Гипсовые принты хорошо декорируются, кроме этого, их сразу можно делать цветными.

По типу сырья: ВОСК
Вещество, не имеющее ничего общего с настоящим воском, но обладающее всеми приближенными к нему свойствами (низкой температурой плавления, пониженным содержанием золы). Его используют для создания небольших литьевых форм, с помощью которых делают декоративные изделия и запчасти для механизмов из металла. Формы, выплавленные таким способом, получаются очень точными, поэтому и качество конечного продукта также высокое. Кроме этого, производство отличается высокой скоростью, т.к. наплавление производится не одним, а сразу несколькими соплами. Применяется в ювелирном деле и стоматологии.

По типу сырья: ПОЛИКАРБОНАТ
Новейший материал, обладающий прочностью, лёгкостью, прозрачностью. Изделия получаются ударопрочными, поэтому поликарбонат используют для производства противоударных стёкол, линз для очков от солнца, подводных масок, компакт-дисков.

По типу сырья: ДЕРЕВО
Применяют, когда надо создать вещь, максимально похожую на натуральную. Но это не натуральное дерево, а смесь пластика с мелкодисперсной древесной стружкой. Сложность заключается в том, что при перегреве стружка подгорает и вещь приобретает неэстетичный карамельный цвет.
Готовые модели легко поддаются постпечатной обработке – шлифованию, приобретают приятную фактуру и становятся эстетичными. Наличие дерева в составе придаёт принтам естественную теплоту. Их можно раскрашивать, покрывать морилкой или лаком. Деревосодержащий филамент используют для производства игрушек, шкатулок, домашнего декора, мелкой утвари.

По типу сырья: МЕТАЛЛ
Металлизированный (армированный) филамент – пластик с добавлением алюминия, стали, латуни, сплавов, золота. Изделия, напечатанные из усиленного прутка, очень прочные и выглядят, как металлические. Для печатания армированным материалом применяют разные технологии: обычную – послойного наплавления без запекания; наплавлением с последующим запеканием.
Армированное сырьё обладает высокой абразивностью, поэтому износ сопел сильный. Их приходится чаще менять. Металл применяют для производства функциональных деталей, штампов, пресс-форм, прессованных вставок, в стоматологии.

По типу сырья: УГЛЕПЛАСТИК
Углепластик и другие композиты обладают высокой абразивностью и требуют твёрдых сопел. Печать производится по технологии FDM либо FFF. Готовые принты очень прочны. Некоторые аппараты могут печатать композитами, не отрывая сопла от поверхности. Это делает армирование непрерывным, а готовый принт особо прочным.
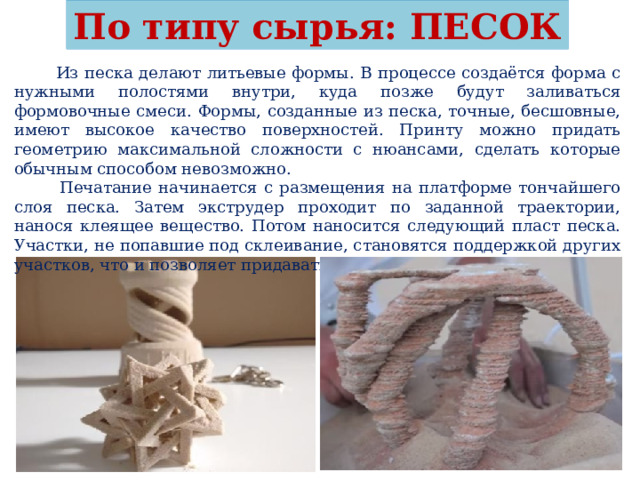
По типу сырья: ПЕСОК
Из песка делают литьевые формы. В процессе создаётся форма с нужными полостями внутри, куда позже будут заливаться формовочные смеси. Формы, созданные из песка, точные, бесшовные, имеют высокое качество поверхностей. Принту можно придать геометрию максимальной сложности с нюансами, сделать которые обычным способом невозможно.
Печатание начинается с размещения на платформе тончайшего слоя песка. Затем экструдер проходит по заданной траектории, нанося клеящее вещество. Потом наносится следующий пласт песка. Участки, не попавшие под склеивание, становятся поддержкой других участков, что и позволяет придавать принту сложную геометрию.

По типу сырья: БЕТОН
Этим материалом работают исключительно строительные принтеры. По внешнему виду они напоминают подъёмные краны, собираются на месте, но принцип работы такой же, как в FDM-принтере. Пока печатание бетоном не получило широкого распространения. Однако перспективы у него есть. Например, дом площадью в 100 «квадратов» печатается за трое суток. В Китае во время пандемии печатали боксы для больных, которым не хватило места в больнице. За день удавалось собрать 15 боксов.

По типу сырья: ПОЛИАМИД
Это порошковый материал, хорошо спекаемый под действием лазера. Готовые изделия получаются шероховатыми, но легко поддаются постпечатной обработке. Из полиамида производят изделия, которые должны обладать устойчивость к истиранию, а также прочностью на разрыв: запчасти к техустройствам, например шестерни, втулки, корпусные детали. Также полиамид используют для мелкосерийного производства, тестирования.

По типу сырья: РЕЗИНА
Но не обычная, а вещество, полностью повторяющее её свойства. Его применяют для изготовления гибких, но упругих деталей: прокладок, уплотнителей, амортизаторов. Во время печати каждый новый пласт клеится к предыдущему паяльным феном или синтетической каучуковой смолой.
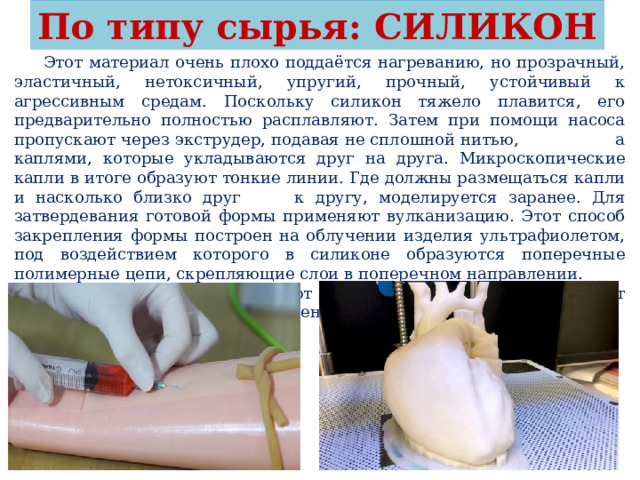
По типу сырья: СИЛИКОН
Этот материал очень плохо поддаётся нагреванию, но прозрачный, эластичный, нетоксичный, упругий, прочный, устойчивый к агрессивным средам. Поскольку силикон тяжело плавится, его предварительно полностью расплавляют. Затем при помощи насоса пропускают через экструдер, подавая не сплошной нитью, а каплями, которые укладываются друг на друга. Микроскопические капли в итоге образуют тонкие линии. Где должны размещаться капли и насколько близко друг к другу, моделируется заранее. Для затвердевания готовой формы применяют вулканизацию. Этот способ закрепления формы построен на облучении изделия ультрафиолетом, под воздействием которого в силиконе образуются поперечные полимерные цепи, скрепляющие слои в поперечном направлении.
Силиконовые принты используют в медицине. Из силикона делают импланты, элементы суставов, дренажные трубки.

По типу сырья: пищевые продукты
(шоколад, пюре, тесто, джем)
Печать пищевыми продуктами чаще всего применяют в кондитерской промышленности для создания причудливых десертов и шоколадных фигур. Однако шоколад и джемы гораздо нежнее пластмассовых нитей, поэтому производство красивого принта технически довольно сложно, хотя технология та же – послойное наплавление.
Основные аспекты значения 3D-принтеров:
- Производство и прототипирование: создание прототипов изделий за часы, а не недели, что ускоряет разработку новых продуктов.
- Сложная геометрия: возможность печатать детали сложной формы, которые невозможно изготовить традиционными методами (литье, фрезеровка).
- Экономия: снижение количества отходов материала (до 90% экономии по сравнению с субтрактивными методами).
- Индивидуализация: идеально подходит для мелкосерийного производства и персонализированных товаров (имплантаты в медицине, ювелирные изделия).







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

