
Россия, Мариуполь


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 28.04.2026 10:24

Пивоваров Виталий Леонидович
учитель технологии
35 лет
Местоположение
Специализация
Предмет "Труд (Технология)", модуль «3D-моделирование, прототипирование, макетирование», презентация по теме "Аддитивные технологии", 9 класс
Категория:
Труд (технология)
18.04.2026 16:41

Просмотр содержимого документа
«Предмет "Труд (Технология)", модуль «3D-моделирование, прототипирование, макетирование», презентация по теме "Аддитивные технологии", 9 класс»
Модуль «3D-моделирование, прототипирование, макетирование»
Аддитивные технологии,
9 класс
Цели урока:
- познакомить с понятием «Аддитивные технологии», с историей развития аддитивных технологий, с преимуществами аддитивных технологий и их отличиями от традиционного производства, с основными этапами аддитивного производства, с основными технологиями, применяемыми при создании изделий на аддитивных установках, со сферами применения аддитивных технологий;
- сформировать основные требования к знаниям и умениям при использовании аддитивных технологий;
- воспитывать умение работать в команде.
Аддитивные технологии - общее название всех технологий 3D-печати .
Аддитивные технологии (Additive Manufacturing) — метод создания трехмерных объектов, деталей или вещей путем послойного добавления материала: пластика, металла, бетона и, возможно, в будущем — человеческой ткани. Такой процесс создания объекта также называют «выращиванием» из-за постепенности его изготовления.
Название «Аддитивные технологий» произошло от английского слова «add» — добавлять.
«Аддитивное производство» (Additive Manufacturing) — официальный отраслевой термин, утвержденный организациями по стандартизации ASTM и ISO, однако словосочетание «3D-печать» более распространено и фактически стало стандартом. Особенно широко оно используется в СМИ, терминологии стартапов, инвесторов и других сообществ.

Чтобы технология могла называться аддитивной необходимо выполнение трех основных условий:
- должно выполняться добавление материала и его слияние
- добавление материала должно происходить по имеющейся 3D виртуальной модели
- добавление материала должно происходить послойно.
Из истории
- 1960–1970-е: Зарождение идеи. Попытки создания фотополимерных систем и фотоскульптуры.
- 1981: Первый патент. Акио Кодама из Японии предложил систему с использованием УФ-излучения, но не завершил патентование.
- 1984: Стереолитография (SLA). Чак Халл запатентовал SLA и основал компанию 3D Systems, что считается рождением коммерческой 3D-печати.
- 1980-е (конец): Новые методы. Появление селективного лазерного спекания (SLS) (Deckard, 1986) и моделирования методом послойного наплавления (FDM) (Crump, 1989).
- 1990-е: Развитие технологий. Развитие металлической 3D-печати и создание первых биопринтеров.
- 2000-е – настоящее время: Доступность и индустриализация. Снижение цен на патенты вызвало бум настольных принтеров (RepRap). Сегодня аддитивные технологии (SLM, DMLS) активно используют для создания ответственных деталей в авиакосмической и медицинской отраслях.
Сегодня технология позволяет печатать металлами, керамикой, пластиками и даже живыми клетками, переходя к 4D-печати (материалы, меняющиеся со временем).
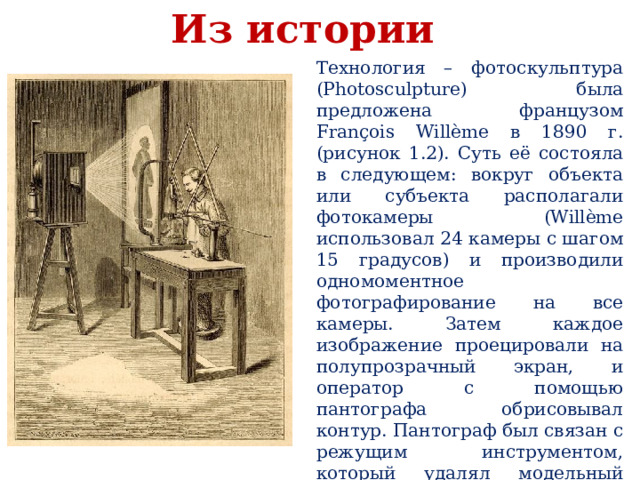
Из истории
Технология – фотоскульптура (Photosculpture) была предложена французом François Willème в 1890 г. (рисунок 1.2). Суть её состояла в следующем: вокруг объекта или субъекта располагали фотокамеры (Willème использовал 24 камеры с шагом 15 градусов) и производили одномоментное фотографирование на все камеры. Затем каждое изображение проецировали на полупрозрачный экран, и оператор с помощью пантографа обрисовывал контур. Пантограф был связан с режущим инструментом, который удалял модельный материал – глину, в соответствии с профилем текущего контура.
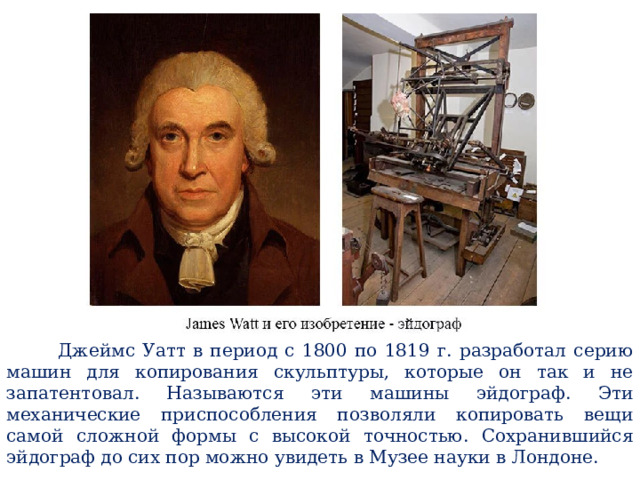
Джеймс Уатт в период с 1800 по 1819 г. разработал серию машин для копирования скульптуры, которые он так и не запатентовал. Называются эти машины эйдограф. Эти механические приспособления позволяли копировать вещи самой сложной формы с высокой точностью. Сохранившийся эйдограф до сих пор можно увидеть в Музее науки в Лондоне.
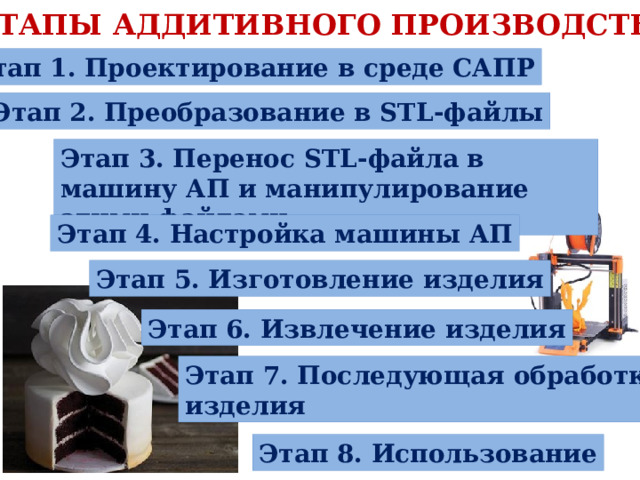
Этапы аддитивного производства
Этап 1. Проектирование в среде САПР
Этап 2. Преобразование в STL-файлы
Этап 3. Перенос STL-файла в машину АП и манипулирование этими файлами
Этап 4. Настройка машины АП
Этап 5. Изготовление изделия
Этап 6. Извлечение изделия
Этап 7. Последующая обработка
изделия
Этап 8. Использование

Общая схема последовательности этапов аддитивного производства
Преимущества аддитивных технологий и их отличие от традиционного производства
- Быстрота изготовления. Традиционными способами сложную деталь производят в течение месяцев, а с 3D-печатью ее можно сделать за несколько часов. После изготовления часто не нужна дополнительная механическая обработка.
- Безотходное производство. В производстве велик риск отправить неверно изготовленную деталь в отходы. При использовании аддитивных методов, если металлическая деталь не получилась, ее можно вновь превратить в порошок и из него опять напечатать то же изделие.
- Отсутствие швов и сварных соединений. В отличие от традиционного производства, с помощью аддитивных технологий можно получить изделия с уникальными свойствами, без швов и стыков. Такие объекты невозможно изготовить с помощью сварки и штамповки.
Существует порядка 30-ти аддитивных технологий, которые отличаются методом нанесения слоя и их соединения, используемым материалом.
По международному стандарту ISO/ASTM 52900:2015 и российскому ГОСТ Р 57558-2017 существуют 7 типов/классов АТ:
- Экструзия/выдавливание материала (англ. Material Extrusion), АТ – FDM;
- Разбрызгивание связующего (англ. Binder Jetting), АТ – BJ;
- Фотополимеризация в ванне (англ. Vat Photopolymerization), АТ – SLA, DLP, CDLP;
- Разбрызгивание материала (англ. Material Jetting), АТ – MJ, NPJ, DOD;
- Синтез в заранее сформированном слое порошка (англ. Powder Bed Fusion), АТ – MJF, SLS, SLM/DMLS, EBM;
- Прямой подвод энергии и материала (англ. Direct Energy Deposition), АТ – LENS, EBAM;
- Соединение листовых материалов (англ. Sheet Lamination), АТ – LOM.
Расходные материалы, используемые в аддитивных процессах:
- термопластики в виде нитей или гранул;
- УФ- и фотоотверждаемые жидкие фотополимеры;
- керамонаполненные жидкие фотополимеры;
- полистирол в виде порошка;
- стеклонаполненные, угленаполненные и металлонаполненные полиамиды в виде порошка;
- воск;
- гипсовый порошок;
- песок в виде порошка;
- металлические сплавы в виде порошка и др.
Основные технологии, применяемые при создании изделий на аддитивных установках:

FDM: послойное наплавление
FDM (Fused Deposition Modeling) — метод послойного наплавления с использованием пластиковой нити или гранул; это как рисование трехмерным карандашом, где материал нагревается до текучего состояния и точно экструдируется через сопло. Слои точно наносятся один за другим, создавая сложные структуры, которые ранее были недоступны традиционным методам. Этот процесс идеален для создания детальных прототипов, образовательных моделей и функциональных деталей с низкими затратами на запуск.

SLS: селективное лазерное спекание
SLS (Selective Laser Sintering) селективное лазерное спекание под лучами лазера частиц порошкообразного материала до образования физического объекта по заданной CAD-модели. Этот метод позволяет создавать изделия с высокой прочностью и долговечностью, идеально подходящие для мелкосерийного производства и сложных механических компонентов. Без необходимости использования опорных конструкций, SLS открывает новые возможности для дизайнеров и инженеров.

SLA: лазерная стереолитография
SLA (Laser Stereolithography) использует ультрафиолетовый лазер, который заставляет жидкий фотополимер застывать при контакте. Эта техника позволяет достигать невероятной точности и детализации, что позволяет использовать технологию в ювелирном деле, искусстве и, что самое важное, медицине. Каждый слой тщательно полимеризуется, создавая твердые, гладкие и очень детализированные изделия.

3D-печать металлом
DMLS (Direct Metal Laser Sintering) преобразует металлический порошок в прочные металлические части, используя мощные лазеры для местного спекания материала. Этот процесс широко применяется в аэрокосмической и автомобильной промышленности для создания легких, прочных деталей, которые могут выдерживать экстремальные условия. DMLS открывает возможности для производства сложных геометрий, которые невозможно создать ни одним другим способом.
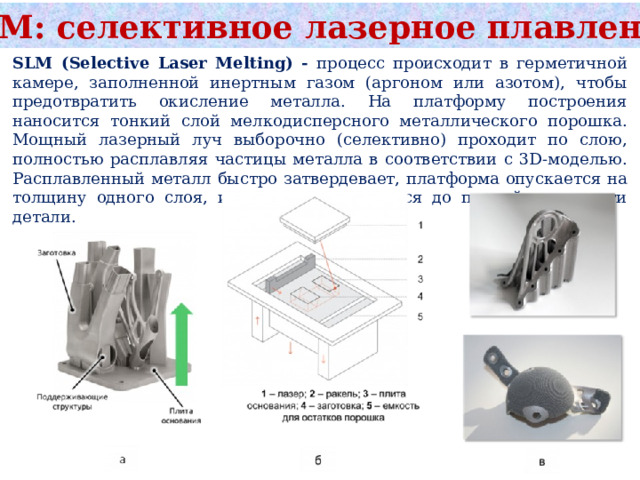
SLM: селективное лазерное плавление
SLM (Selective Laser Melting) - процесс происходит в герметичной камере, заполненной инертным газом (аргоном или азотом), чтобы предотвратить окисление металла. На платформу построения наносится тонкий слой мелкодисперсного металлического порошка. Мощный лазерный луч выборочно (селективно) проходит по слою, полностью расплавляя частицы металла в соответствии с 3D-моделью. Расплавленный металл быстро затвердевает, платформа опускается на толщину одного слоя, и процесс повторяется до полной готовности детали.

ЕВМ: электронно-лучевое сплавление
EBM (Electron Beam Melting) –суть технологии ЕЛС схожа с технологий СЛС, за исключением того, что порошок сплавляется электронным лучом, сам процесс происходит в вакууме при высоких температурах (600 °С – 1000 °С). Эта особенность позволяет технологии ЕЛС печатать металлами, которые подвержены растрескиванию при изготовлении по технологии SLM/CЛС, например, интерметаллидом TiAl (Ti-48Al-2Cr-2Nb).
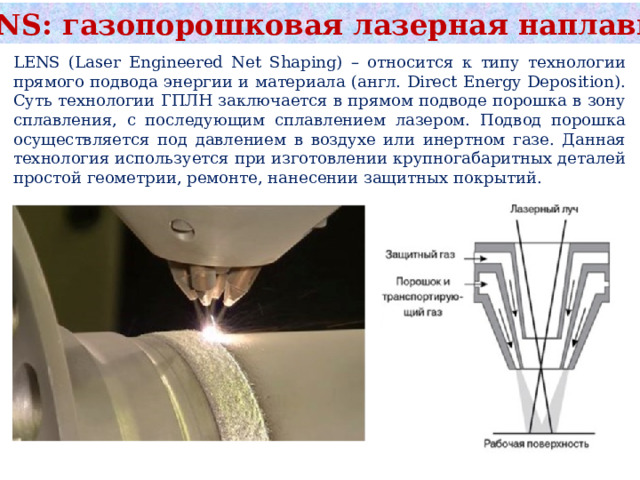
LENS: газопорошковая лазерная наплавка
LENS (Laser Engineered Net Shaping) – относится к типу технологии прямого подвода энергии и материала (англ. Direct Energy Deposition). Суть технологии ГПЛН заключается в прямом подводе порошка в зону сплавления, с последующим сплавлением лазером. Подвод порошка осуществляется под давлением в воздухе или инертном газе. Данная технология используется при изготовлении крупногабаритных деталей простой геометрии, ремонте, нанесении защитных покрытий.

EBAM: проволочная наплавка электронным
лучом
EBAM (Electron Beam Additive Manufacturing) – относится к типу технологии прямого подвода энергии и материала (англ. Direct Energy Deposition). Суть технологии ПрНЭЛ заключается в прямом подводе металлической проволоки в зону сплавления, с последующим сплавлением электронным лучом. Данная технология используется при изготовлении крупногабаритных деталей простой геометрии.

DLP:метод стереолитографической 3D‑печати
DLP (Digital Light Processing) – это высокоточный метод стереолитографической 3D-печати, использующий проектор для отверждения целого слоя жидкой фотополимерной смолы за один раз. В отличие от лазерной SLA, DLP-проектор через DMD-чип (тысячи зеркал) засвечивает сразу весь слой смолы, избирательно отверждая деталь с помощью тысяч мельчайших зеркал, называемых цифровыми микрозеркальными устройствами, направляющими световую проекцию. Это обеспечивает высокую скорость и отличное качество детализации. В качестве материала применяются жидкие фотополимерные смолы, затвердевающие под светом.

LCD: фотополимерная (смоляная) 3D‑печать
LCD (Liquid Crystal Display) 3D-печать , часто называемая MSLA (Masked Stereolithography — маскированная стереолитография) — самая популярных разновидностей фотополимерной (смоляной) 3D-печати. LCD-принтер работает, отверждая жидкую смолу слой за слоем с помощью ультрафиолетового (УФ) света. Ключевое отличие заключается в способе формирования изображения слоя: под ванной с жидким фотополимером находится массив УФ-светодиодов. Между светодиодами и дном ванны помещается ЖК-экран (LCD-панель). Этот экран действует как динамическая маска: он пропускает свет только там, где полимер должен затвердеть, и блокирует его в остальных местах. Платформа перемещается, и процесс повторяется для каждого следующего слоя.

BJ: послойное склеивание композитного порошка
BJ (Binder Jetting) — это технология 3D-печати, основанная на послойном склеивании порошкового материала жидким связующим веществом. На платформу наносится тонкий слой порошка. Затем печатающая струйная головка выборочно распыляет связующий «клей» на порошок (песок, гипс, металл, керамика), скрепляя частицы, и формируя модель. После этого платформа опускается, и процесс повторяется. Технология не требует поддержек, обеспечивает высокую скорость, точность (100–200 мкм) и подходит для крупногабаритных форм.

MJP: технология многосопельного моделирования
MJP (MultiJet Printing) — технология печати, основанная на многоструйной печати с помощью фотополимерного или воскового материала. Принцип печати напоминает струйную. В основе технологии — печатающая головка c целой батареей мельчайших сопел, расположенных линейно в несколько рядов. Печатающий блок движется вдоль рабочей поверхности и наносит слоя жидкого полимера. Следом за печатным блоком следует УФ-лампа, которая засвечивает только что нанесенные частицы материала, в результате чего тот затвердевает, формируя требуемое изделие.

MJM: многоструйное 3d моделирование фотополимером
MJM (MultiJet Modeling) — высокоточная технология 3D-печати, использующая печатающие головки с сотнями сопел для послойного нанесения жидких фотополимеров, которые мгновенно затвердевают под УФ-светом. Используются фотополимерные смолы, способные имитировать различные свойства, включая прозрачность, гибкость и прочность. В качестве поддержек используется воск или специальный фотополимер, удаляемый плавлением, что позволяет создавать сложные внутренние структуры. Этот метод обеспечивает высокую детализацию (толщина слоя от 16-32 микрон) и автоматическое создание поддержек из легкоплавкого воска, что идеально для прототипирования и ювелирного дела.

CJP: технология полноцветной 3D-печати
CJP (ColorJet Printing) — это технология полноцветной 3D-печати, основанная на послойном склеивании композитного порошка на гипсовой основе струйными печатающими головками. Метод позволяет создавать реалистичные цветные модели с миллионами оттенков, высокой скоростью и низкой себестоимостью, что делает его идеальным для архитектурных макетов, сувениров и прототипов. Валик наносит тонкий слой порошка, на который печатающая головка наносит цветной клей. Платформа опускается, и процесс повторяется. Полученные модели часто обрабатывают лаком или специальными составами (инфильтрантами) для повышения прочности, влагостойкости и насыщенности цвета.

Технология Гибридного Аддитивного
Производства (ГАП)
Технология ГАП подразумевает аддитивное формирование металлической заготовки и ее последующую механическую обработку на одной установке. Металлическая проволока (плавящийся электрод) сплавляется плазматроном. Данная технология позволяет значительно увеличить коэффициент использования материала (КИМ, отношение объемов детали и заготовки, чем больше, тем лучше). Увеличение КИМ детали приводит к ускорению и удешевлению ее производства. На рисунке представлено сравнение ГАП и традиционной механической обработки. В данном примере КИМ увеличился в 10 раз.
Как выбрать аддитивную технологию изготовления для конкретной детали?
- Первый критерий для оценки, который позволит отфильтровать класс АТ для изготовления детали:
- габариты детали и геометрические параметры - минимальные толщины стенок или другие характерные минимальные размеры;
- Второй критерий оценки:
- материал детали, доступное сырье, его качество, стоимость и доступность на рынке, условия поставки (порошок или проволока).
В зависимости от конечного результата выделяют несколько направлений применения аддитивных технологий:
- Изготовление деталей (Rapid Patterns), которые будут использоваться в качестве шаблонов для конечного изделия. Часто применяют в ювелирном деле.
- Изготовление пресс-форм (Rapid Tooling) с помощью аддитивных методов. Потом их можно использовать для формовки и литья изделий.
- Прямое цифровое производство (Direct Digital Manufacturing, DDM) — изготовление аддитивными способами конечного продукта.
Сферы применения аддитивных технологий
- для создания физических моделей, прототипов, образцов, инструментальной оснастки и производства пластиковых, металлических, керамических, стеклянных, композитных компонентов и компонентов из биоматериалов, для изготовления изделий потребительского, промышленного, медицинского и военного назначения и т.п.;
- упрощают и ускоряют процесс разработки продукции, позволяют сократить время производства, повысить качество продукции и сократить затраты;
- помогают предприятиям определить вероятность создания дефектной или неудовлетворительной продукции;
- активно используется в авиакосмической, автомобильной, нефтегазовой промышленности, в судостроении, медицине, ювелирном деле и многих других отраслях;
- 3D-печать активно используется для повышения качества оснастки для литья под давлением;
- в некоторых областях АП применяют для получения результатов, недостижимых при использовании обычных станков.

3D-печать активно используется в авиакосмической, автомобильной, нефтегазовой промышленности, в судостроении, медицине, ювелирном деле и многих других отраслях







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

