Россия, Ярославль


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 18.06.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 16.04.2023 10:50

Постнова Вера Васильевна
преподаватель
67 лет
Местоположение
Презентация "Магнитное дутьё"
Категория:
Прочее
08.04.2023 17:24

Просмотр содержимого документа
«Презентация "Магнитное дутьё"»
Магнитное дутьё.
Разработал преподаватель спец.дисциплин
Постнова Вера Васильевна
ГПОУ Ярославский политехнический колледж №24
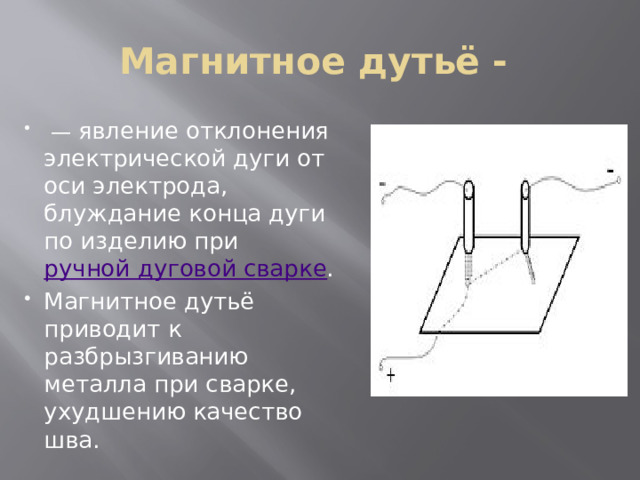
Магнитное дутьё -
- — явление отклонения электрической дуги от оси электрода, блуждание конца дуги по изделию при ручной дуговой сварке .
- Магнитное дутьё приводит к разбрызгиванию металла при сварке, ухудшению качество шва.
Сущность магнитного дутья.
- В процессе сварки в сварочной цепи протекает ток в электрической дуге и в сварочной цепи изделия. Эти токи создают магнитное поле .
Взаимодействие магнитного поля цепи тока в изделии с током столба дуги создает силу, направленную к его центру (явление пинч-эффекта ). Эта сила, при подключении электрического провода к месту где заканчивается дуга, не вызывает отклонения столба, а возвращает его при отклонении в начальное положение.
- Если место подключения провода находится на каком-либо расстоянии от перпендикуляра, то возникающее магнитное поле является поперечным и вызывает отклонение столба. Отклоняющая сила пропорциональна квадрату дугового тока, поэтому магнитное дутье увеличивается при увеличении сварочного тока. Дутье приводит к ограничению сварки постоянным током на больших значениях электрического тока.
- Действие магнитного дутья сильно ослабляется при сварке на переменном токе. В этом случае под действием переменного магнитного поля тока в изделии наводится электродвижущая сила. Э. д. с. создает вихревые токи. Создаваемый ими магнитный поток меньше потока, создаваемого постоянным током. В результате при больших переменных токах (1000—2000 А) действие магнитного дутья незначительно.
- Из-за магнитного дутья возникают трудности при сварке угловых и стыковых швов.

Причины отклонения дуги
- При несимметричном относительно дуги подводе тока к изделию дуга из-за воздействия магнитных полей искривляется
- Отклонение дуги может быть вызвано также присутствием ферромагнитных масс вблизи сварки
- Из-за этого стабильность горения дуги нарушается, затрудняется процесс сварки
Нормальное положение дуги
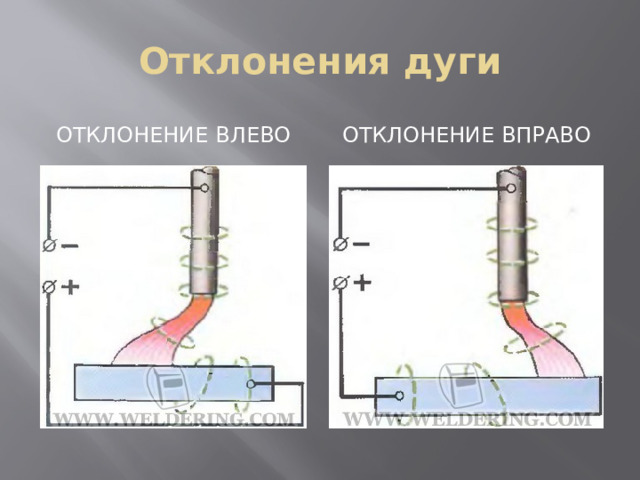
Отклонения дуги
Отклонение влево
Отклонение вправо
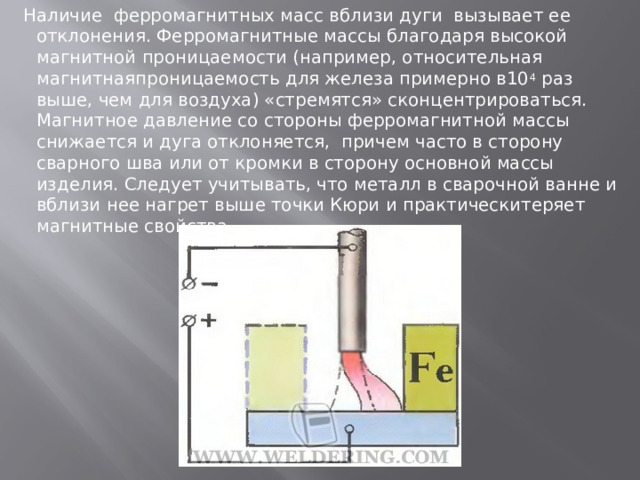
Наличие ферромагнитных масс вблизи дуги вызывает ее отклонения. Ферромагнитные массы благодаря высокой магнитной проницаемости (например, относительная магнитнаяпроницаемость для железа примерно в10 4 раз выше, чем для воздуха) «стремятся» сконцентрироваться. Магнитное давление со стороны ферромагнитной массы снижается и дуга отклоняется, причем часто в сторону сварного шва или от кромки в сторону основной массы изделия. Следует учитывать, что металл в сварочной ванне и вблизи нее нагрет выше точки Кюри и практическитеряет магнитные свойства.
МЕРЫ ПРЕДОТВРАЩЕНИЯ
- Сварка короткой дугой
- Подвод сварочного тока в точке, максимально близкой к дуге
- Изменение наклона электрода
- Размещение у места сварки компенсирующих ферромагнитных масс
- Использование трансформаторов или инверторных источников питания
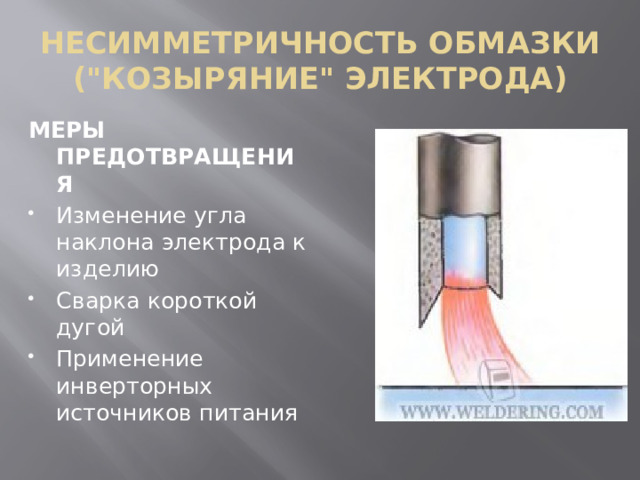
НЕСИММЕТРИЧНОСТЬ ОБМАЗКИ ("КОЗЫРЯНИЕ" ЭЛЕКТРОДА)
МЕРЫ ПРЕДОТВРАЩЕНИЯ
- Изменение угла наклона электрода к изделию
- Сварка короткой дугой
- Применение инверторных источников питания

ХИМИЧЕСКАЯ НЕОДНОРОДНОСТЬ СВАРИВАЕМОЙ СТАЛИ
МЕРЫ ПРЕДОТВРАЩЕНИЯ
- Использование стабилизаторов дуги
- Изменение угла наклона электрода к изделию
- Применение источников переменного тока и инверторных







© 2023, Постнова Вера Васильевна 406 1
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ