
Россия, Волгоград


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 24.09.2025 20:37

Галанина Людмила Викторовна
преподаватель дисциплин сварочного производства
61 год
Местоположение
Специализация
Презентация "Сущность процессов сварки"
Категория:
Технология
20.10.2019 18:32

Просмотр содержимого документа
«Презентация "Сущность процессов сварки"»
Сущность процессов сварки
МДК 01.01 Технология сварочных работ
специальность 22.02.06 Сварочное производство
2 курс
профессия 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
1 курс
преподаватель ГБПОУ «Волгоградский колледж машиностроения и связи»
Галанина Л.В.

Содержание
- 1. Сварка плавлением
- 2. Сварка давлением
- 3. Закрепление пройденного материала – игра «Назови способ сварки»

Сварка плавлением
Сварка плавлением – сварка, осуществляемая местным сплавлением соединяемых частей без приложения давления

Газокислородная сварка
Газокислородная сварка

Сущность способа
- Для нагрева металла используется тепло пламени смеси газов, сжигаемых с помощью горелки
- Процесс простой, маневренный. Позволяет производить сварку во всех положениях. Ввиду низкой концентрации тепла процесс малопроизводителен и вызывает повышенные деформации. Металл шва, как правило, неравнопрочен с основным металлом.

Электродуговая сварка угольным электродом
Электродуговая сварка угольным электродом

- Электрическая дуга возбуждается между угольным электродом и изделием. Под действием тепла дуги плавятся основной и присадочный металл, который подается в зону дуги в случае надобности.
- Используется при сварке цветных сплавов, горячей сварке чугуна, особенно широко при поверхностной воздушно-дуговой строжке.
https://www.youtube.com/watch?v=W1kbm-syEmY – воздушно-дуговая строжка

Воздушно-дуговая строжка
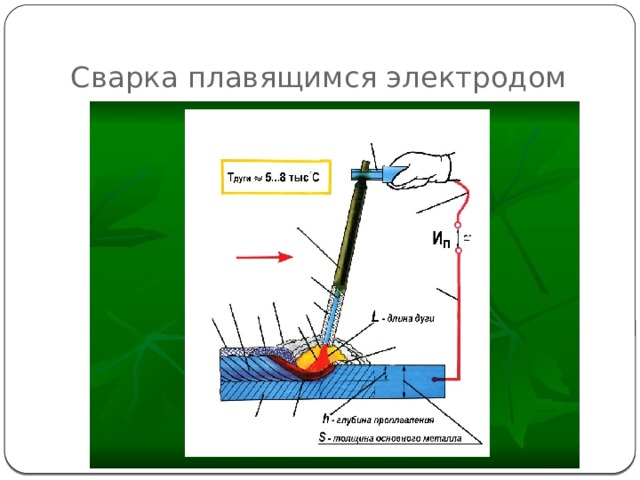
Сварка плавящимся электродом
Ручная дуговая сварка

Сущность процесса
- Источником тепла служит дуговой разряд между электродом и изделием. Под действием тепла дуги плавятся кромки свариваемых деталей и электрод, который одновременно служит и присадочным металлом. Расплавленное покрытие в виде шлака всплывает над жидким металлом, защищает его от окружающего воздуха и легирует металла шва.
- Отличительные особенности – универсальность и маневренность. Недостаток – низкая производительность.

Сварка под флюсом
Автоматическая сварка под флюсом

Сущность процесса
- Дуга возбуждается и горит между изделием и концом электродной проволоки, которая автоматически подается в зону дуги, поддерживая заданное напряжение на дуге. Под действием тепла дуги кромки свариваемых деталей, проволока и часть флюса, предварительно насыпанного на кромки, расплавляются. Дуга защищена флюсом от влияния окружающего воздуха. Жидкий шлак всплывая на поверхность металлической ванны, также защищает металл до конца кристаллизации от окружающего воздуха.

Сварка в защитных газах
Сварка в защитных газах

Сущность процесса
- Дуга возбуждается и горит между изделием и электродом, плавящимся или неплавящимся. Зона сварки защищается инертными или активными газами. Плавящийся электрод – металлическая проволока; неплавящийся – вольфрамовые стержни.
- Защитные газы обеспечивают надежную защиту сварных соединений. Сварка возможна во всех пространственных положениях. Применима к любому сплаву, из которого созданы сварные конструкции. Широко применяется во всех отраслях промышленности.

Электрошлаковая сварка
Электрошлаковая сварка

Сущность процесса
- Источником тепла служит шлаковая ванна (расплавленный флюс) , заполняющая пространство между кромками свариваемых деталей и охлаждаемыми ползунами, перекрывающими зазор с двух сторон. Длина шлаковой ванны практически равна толщине свариваемых деталей. Жидкий шлак, нагреваемый электрическим током до температуры 1700 гр С, расплавляет кромки основного металла и электроды. Расплавленный металл оседает, образуя металлическую ванну, а слой шлака надежно защищает жидкий металл от вредного влияния окружающего воздуха.
- Высокая производительность процесса.

Лазерная сварка

- Лазерная сварка – сварка плавлением, при которой для нагрева используется энергия излучения лазера.
- Лазерное излучение направляется в фокусирующую систему, где фокусируется в пучок меньшего сечения и попадает на свариваемые детали, где частично отражается, частично проникает внутрь материала, где поглощается, нагревает и расплавляет металл, формируя сварной шов.
- ПРЕИМУЩЕСТВА:
- Возможность сварки высокоточных конструкций
- сварка без правок или механической обработки
- высокая скорость сварки и производительность работ (стальной лист толщиной 20 мм электрической дугой сваривают со скоростью 15 м/ч за 5 - 8 проходов, при сварке непрерывным лазерным лучом лист сваривается со скоростью 100 м/ч за 1 проход)
- высокая экологическая безопасность по сравнению с традиционной сваркой

Плазменная сварка
Сущность процесса
- Плазменная сварка – сварка плавлением, при которой нагрев производится сжатой дугой.
- Температура в плазменной дуге достигает 30 000°С, в отличие от плазмы электрической дуги, температура которой — 5000–7000°С.
- Основные позитивные моменты плазменного метода:
- доступность – плазмотроном дополняют имеющееся базовое сварочное оборудование;
- из-за высокой температуры в рабочей зоне, под защитной атмосферой образуются однородные по структуре соединения;
- глубина провара контролируется;
- скорость образования швов высокая, снижается объем трудозатрат;
- универсальность – метод применим для любых сплавов, можно варить и резать металл, проводить наплавку порошков.

Сварка давлением
Сварка давлением - сварка с применением давления, осуществляемая за счет пластической деформации свариваемых частей при температуре ниже температуры плавления

Способы сварки давлением

Контактная сварка
Контактная сварка - сварка с применением давления, при котором используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока.

Точечная сварка
Точечная сварка
Сущность процесса
- При прохождении электрического тока через в контактах между свариваемыми деталями и электродами сварочной машины выделяется количество тепла, которое доводит металл в этом месте до пластического или жидкого состояния в зависимости от разновидности способа контактной сварки. Усилие сжатия формирует сварную точку.

Контактная точечная машина
- Металл доводится до пластического состояния в ограниченном пространстве между электродами. Лишь в центральной части соединения образуется сравнительно небольшой объем расплавленного металла - ядро. Под действием усилия, приложенного к электродам, нагретые участки сдавливаются, частицы металла взаимно сближаются и после остывания образуют неразъемное соединение.

Виды точечной сварки

Шовная контактная сварка
Роликовая сварка

Сущность процесса
- Благодаря непрерывно вращающимся электродам-роликам, подводящих ток и передающим усилие сжатия, роликовая сварка позволяет получать непроницаемые сварные соединения.

Рельефная сварка
Контактная сварка, при которой сварное соединение получается на отдельных участках, обусловленных их геометрической формой, в том числе по выступам.
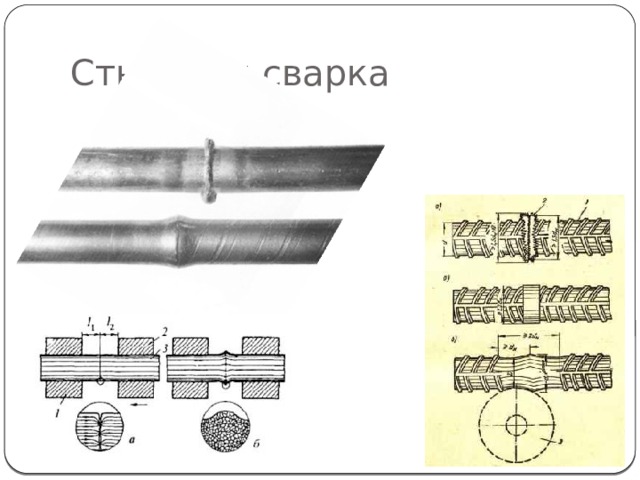
Стыковая сварка
стыковая сварка

Сущность процесса
- Процесс получения неразъемного сварного соединения по всей плоскости взаимного касания торцов двух деталей. В этой плоскости, благодаря большому электрическому сопротивлению, торцы свариваемых деталей нагреваются до жидкого или пластического состояния, а усилие, прилагаемое к деталям в осевом направлении, сдавливает их и обеспечивает получение сварного соединения.

Использование контактной сварки в автопроме
Использование контактной сварки и робототехники в автомобилестроении

Сварка трением
Сварка трением

Сущность способа
- Сварка трением – сварка с применением давления, при которой нагрев осуществляется трением, вызванным относительным перемещением свариваемых частей или инструментов
- При трении двух деталей, плотно сжатых торцами и быстро вращающихся в противоположные стороны, выделяется большое количество тепла. Под действием этого тепла соприкасающиеся части свариваемых деталей нагреваются до пластического состояния, а механическое усилие, приложенное в осевом направлении, сдавливает их, образуя неразъемное соединение.
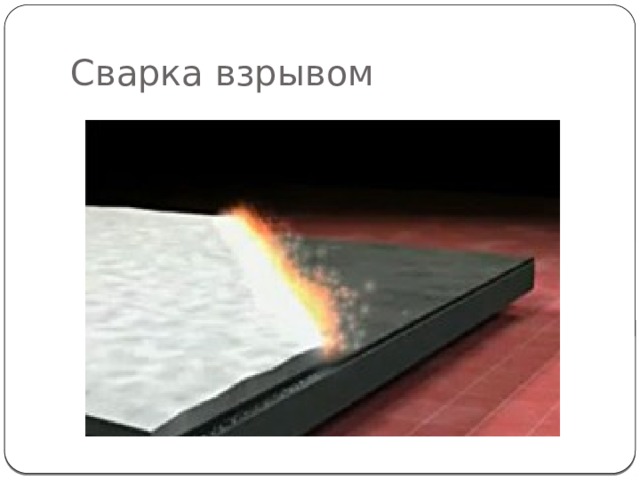
Сварка взрывом

Сущность процесса
- Сварка взрывом – сварка с применением давления, при котором соединение осуществляется в результате вызванного взрывом соударения свариваемых частей.
- Неподвижная деталь (основание) укладывается на жесткую опору. Метаемая пластина (облицовка) располагается под углом на расстоянии 2-3 мм в вершине угла. На метаемую пластину укладывают заряд – слой взрывчатого вещества. В вершине угла устанавливают детонатор. Под действием детонации возникает импульс высокой энергии, который оказывает концентрированное действие на металл в зоне сварки. Скорость детонации составляет 6000-7000 м/с, а давление на основание – сотни тысяч атмосфер.

Полигон для сварки взрывом

Результаты сварки взрывом
Способ дает возможность эффективного получения двух- и трехслойных заготовок под прокат листов, труб, а также заготовок для биметаллических деталей в машиностроении

Термитная сварка
Сущность процесса
- Термитная сварка – сварка, при которой для нагрева используется энергия горения термитной смеси.
- Свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит – порошкообразную смесь алюминия с железной окалиной. При горении термита (более 2000 0) , образуется жидкий металл, который при заполнении формы оплавляет кромки изделия и заполняет зазор, образуя сварной шов.


Игра
Назови способ сварки

1.

2.

3.

4.

5.

6.

7.

8.
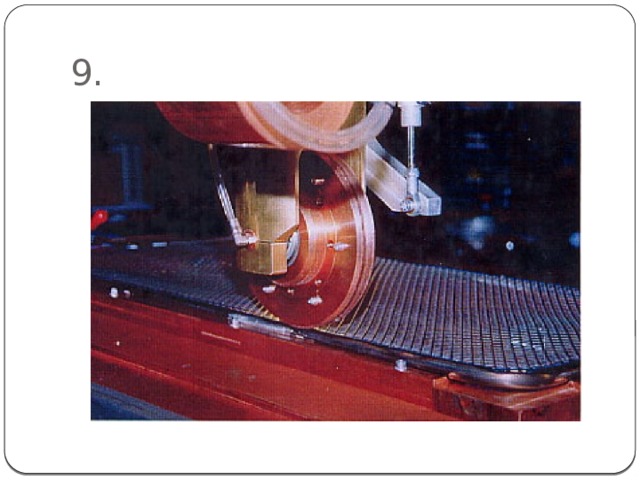
9.

10.

11.

12.

13.

14.

15.

СУПЕР ИГРА
Ответьте правильно

Трансформер?

Барабанные палочки?

Пирожное с кремом?

Похожа на сварку, но не сварка

Машинка для заклепок?

Спасибо за внимание





Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

