
Россия, Волгоград


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 31.03.2026 13:41

Галанина Людмила Викторовна
преподаватель дисциплин сварочного производства
62 года
Местоположение
Специализация
Презентация "Сварка чугуна"
Категория:
Прочее
04.11.2024 18:59

Просмотр содержимого документа
«Презентация "Сварка чугуна"»
Сварка чугуна
Разработала: преподаватель ГБПОУ Волгоградский колледж машиностроения и связи
Галанина Л.В.
2024 г

- Чугун относится к материалам, обладающим плохой технологической свариваемостью. Тем не менее сварка чугуна имеет очень большое распространение как средство исправления брака чугунного литья, ремонта чугунных изделий, а иногда и при изготовлении конструкции.

Основные трудности при сварке чугуна
- 1. охрупчивание сварного шва и зоны термического влияния при быстром охлаждении после сварки;
- 2. склонность к образованию горячих трещин в связи с присутствием в металле шва примесей серы и фосфора, способствующих появлению легкоплавких эвтектик;
- 3. склонность к образованию холодных трещин вследствие образования хрупких структур и наличия значительных сварочных напряжений;
- 4. пористость, обусловленная интенсивным газовыделением при сварке;
- 5. повышенная жидкотекучесть чугуна, что затрудняет удержание сварочной ванны от вытекания.
Технологические приемы сварки чугуна
- 1 . Для уменьшения опасности охрупчивания и появления холодных трещин применяют подогрев металла и соотвествующие присадочные материалы;
- 2. Для уменьшения вероятности горячих трещин в металле шва строго ограничивают содержание серы и фосфора. С этой целью выбирают соответствующие сварочные материалы и используют подогрев для уменьшения темпа деформации.
- 3 . Стойкость против холодных трещин зависит от степени графитизации наплавленного металла. Достигается применением соответствующих сварочных материалов.
- 4. Для предупреждения пористости ограничивают содержание водорода, кислорода, азота и углекислого газа в литом металле шва:
- Чтобы исключить влияние водорода – очищают металл от ржавчины;
- Концентрацию кислорода уменьшают за счет раскисления сварочной ванны кремнием и алюминием;
- Уменьшению пористости способствуют подогрев и уменьшение скорости охлаждения, увеличение продолжительности пребывания металла шва в расплавленном состоянии.
5 . Для предупреждения вытекания расплавленного металла сварочной ванны выполняют формовку места сварки с помощью графитовых пластин

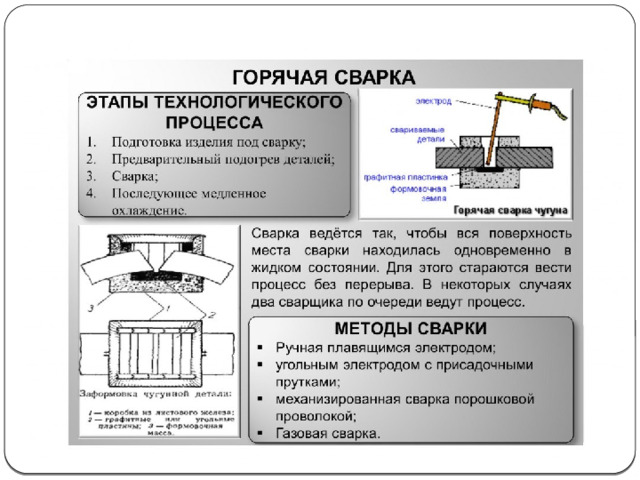
Горячей сваркой можно заваривать только небольшие детали, для которых можно уложить в печь для нагрева или нагревать газовым пламенем, но небольшие участки
Холодная сварка чугуна
- При холодной сварке чугунов требуются специальные меры для того для того, чтобы соединения не содержали трещин и хрупких зон.
- К этим мерам относят применение электродов с повышенным содержанием графитизаторов (С и Si) и модификаторов, чтобы получить наплавленный металл, отличающийся от основного металла по составу, но имеющий близкие механические и эксплуатационные свойства, или получить наплавленный металл другого состава в местах, не определяющих обрабатываемость изделия и эксплуатационные свойства (заварка мелких изделий).


Существуют 3 основные группы сварочных материалов: 1 - предназначенные для получения чугуна в наплавленном металле шва, 2 – обеспечивающие образование шва из цветных металлов (мель-никель), 3 – получение в наплавленном металле стали
- Ручная дуговая сварка серого, ковкого и высокопрочного чугуна выполняется стальными электродами со специальным покрытием, медными электродами, электродами из никелево-аустенитного чугуна.
Электроды ЦЧ-4
- Эти электроды изготавливаются на базе проволок Св08 или Св08А с покрытием, содержащим 80% феррованадия, применяются при заварке поверхностных дефектов отливок и при ремонте неответственных чугунных изделий небольших размеров, требующих малых объемов наплавки.
- Перед сваркой электродами ЦЧ-4 рекомендуется осуществлять местный подогрев до 300 гр.С
- Для заварки дефектов литья можно применять электроды УОНИ13/45.
- Также стальные электроды используются для обварки шпилек и получения прочного соединения.
Электроды из цветных металлов
- Применяют, чтобы снизить температуру подогрева или исключить подогрев и получить пластичный металл шва, не требующий закалки. При сварке обеспечивают минимальное расплавление основного металла, чтобы исключить переход в металл шва большого количества углерода.
- Медными электродами сваривают малогабаритные изделия с небольшими дефектами, работающие при незначительных статических нагрузках и требующие плотных швов.
- К медным электродам относятся электроды марок ОЗЧ-2 и ОЗЧ-6.
Электроды из сплавов никеля
- Железомедные, железоникелевые и медноникелевые электроды выполняют составными – стержень из цветного металла, а железо входит в состав электрода в виде оплетки, дополнительного стержня или в виде порошка в покрытии.
- К электродам этой группы относятся электроды марки МНЧ-1, МНЧ-2 (никеле-медные), АНЧ-1 ( аустенитно-медные со стержнем марки Св04Х18Н9), ОЗЖН-1, ОЗЧ-3, ОЗЧ-4 (никеле-железные), которые не образуют соединений с углеродом и не растворяют его, уменьшая отбеливание и способствуют графитизации.
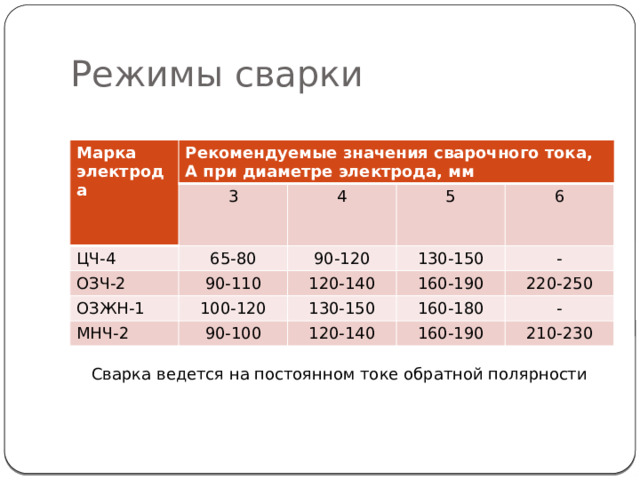
Режимы сварки
Марка электрода
Рекомендуемые значения сварочного тока, А при диаметре электрода, мм
3
ЦЧ-4
65-80
4
ОЗЧ-2
ОЗЖН-1
5
90-120
90-110
130-150
100-120
МНЧ-2
120-140
6
160-190
-
130-150
90-100
160-180
220-250
120-140
-
160-190
210-230
Сварка ведется на постоянном токе обратной полярности
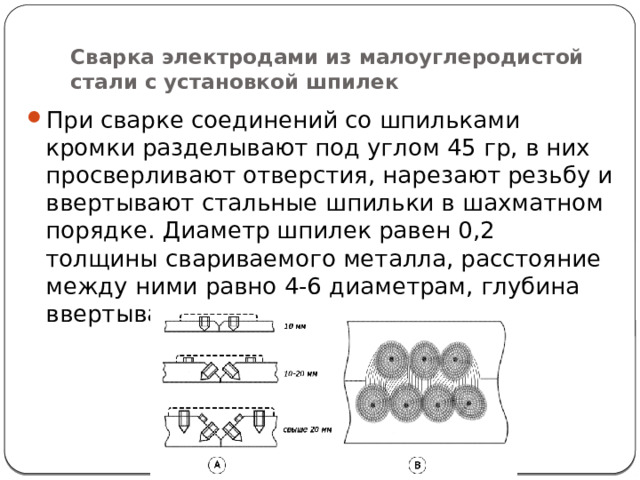
Сварка электродами из малоуглеродистой стали с установкой шпилек
- При сварке соединений со шпильками кромки разделывают под углом 45 гр, в них просверливают отверстия, нарезают резьбу и ввертывают стальные шпильки в шахматном порядке. Диаметр шпилек равен 0,2 толщины свариваемого металла, расстояние между ними равно 4-6 диаметрам, глубина ввертывания -2 диаметра шпильки.
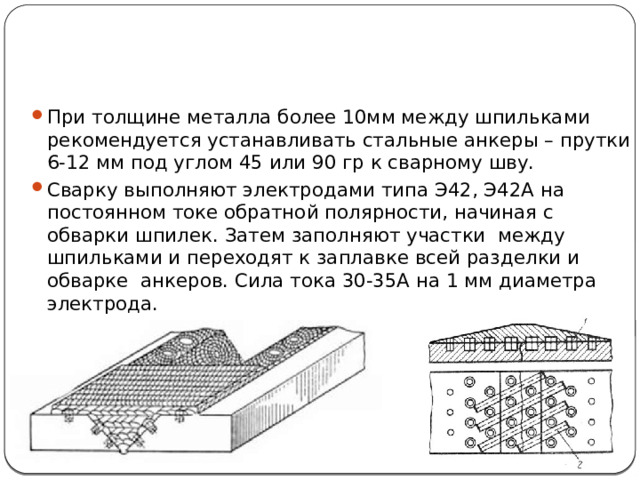
- При толщине металла более 10мм между шпильками рекомендуется устанавливать стальные анкеры – прутки 6-12 мм под углом 45 или 90 гр к сварному шву.
- Сварку выполняют электродами типа Э42, Э42А на постоянном токе обратной полярности, начиная с обварки шпилек. Затем заполняют участки между шпильками и переходят к заплавке всей разделки и обварке анкеров. Сила тока 30-35А на 1 мм диаметра электрода.
![Литература Чернышов, Г.Г. Технология электрической сварки плавлением [Текст]: Учебник. - М.: Академия, 2010. – 496 с.](https://fsd.multiurok.ru/html/2024/11/04/s_6728eedae1afd/img20.jpg)
Литература
- Чернышов, Г.Г. Технология электрической сварки плавлением [Текст]: Учебник. - М.: Академия, 2010. – 496 с.






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

