







© 2023, Наумова Евгения Александровна 470 3


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 03.03.2026 08:19

Наумова Евгения Александровна
преподаватель дисциплин общепрофессионального учебного цикла
43 года
Специализация
Процесс фрезерования
Категория:
Прочее
02.11.2023 19:08

Просмотр содержимого документа
«Процесс фрезерования»

«Фрезерный станок и технология фрезерования»

Назначение:
обработка плоских или фасонных поверхностей, нарезание резьбы, зубьев, сверлильные и расточные работы.
Фрезерование – это операция механической обработки резанием, при которой фреза совершает вращательное (главное) движение, а обрабатываемая заготовка, закреплённая на столе станка, – поступательное движение (движение подачи)
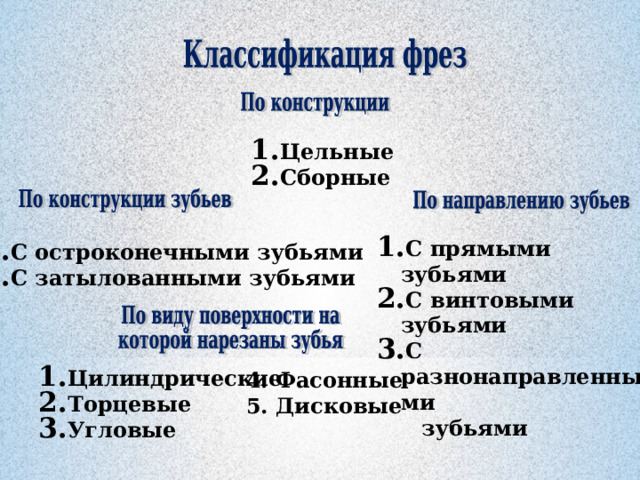
- Цельные
- Сборные
- С прямыми зубьями
- С винтовыми зубьями
- С разнонаправленными
зубьями
- С остроконечными зубьями
- С затылованными зубьями
- Цилиндрические
- Торцевые
- Угловые
4. Фасонные
5. Дисковые

С винтовыми зубьями
С прямыми зубьями
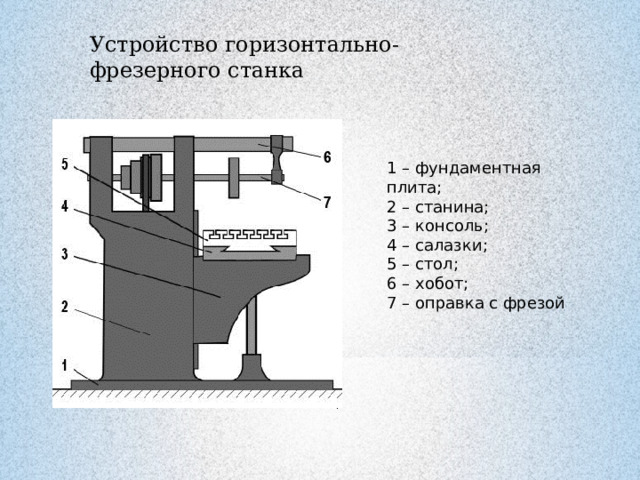
Устройство горизонтально-фрезерного станка
1 – фундаментная плита;
2 – станина;
3 – консоль;
4 – салазки;
5 – стол;
6 – хобот;
7 – оправка с фрезой

Устройство вертикально-фрезерного станка:
1 — фреза; 2 шпиндель;
3 — хобот; 4 — станина;
5 — стол; 6 — салазки;
7 — консоль;
8 — фундаментная плита;
9 — панель запуска шпинделя;
10 — регулировка передач шпинделя;
11 — регулировка скорости вращения шпинделя;
12 — подача СОЖ; 13 — продольное перемещение стола;
14,15,16 — ускоренные перемещения стола;
17 — поперечное перемещение стола

9
8
7
10
2
1
- Основание
- Станина
- Электродвигатель
- Коробка скоростей
- Клиноременная передача
- Шпиндель
7. Оправка
8. Серьга
9. Хобот
10. Консоль
11. Поперечные салазки
12. Стол

- Пост управления
- Рукоятки переключения оборотов шпинделя
- Маховик вертикальной подачи
- Маховик поперечной подачи
- Маховик продольной подачи
- Крепление консоли
- Гайка крепления серьги

Отпустить гайку крепле-
ния фрезы на оправке.
Отпустить гайку крепле-
ния серьги.
Снять серьгу.
Снять гайку с оправки.
Снять распорные втулки.
Снять фрезу.

Надеть фрезу на оправку.
Надеть распорные втулки.
Накрутить гайку на оправку.
Надеть серьгу.
Затянуть гайку крепле-
ния серьги.
Затянуть гайку крепле-
ния фрезы на оправке.





Изогнутые универсальные
Вилкообразные
Плиточные
Другие
Корытообразные

Торцевой
фрезой
Торцевой
фрезой
Цилиндрической
фрезой
Концевыми фрезами
Шпоночными фрезами
Пазовыми фрезами
Угловыми
фрезами
Т-образной
фрезой
Концевой одно-
Угловой фрезой
Фасонными фрезами











Делительная головка

Универсальные делительные головки типа УДГ-Д применяются с универсальными и горизонтально-фрезерными станками и предназначены для различных фрезерных, зубофрезерных, расточных, сверлильных, разметочных и других подобных работ.
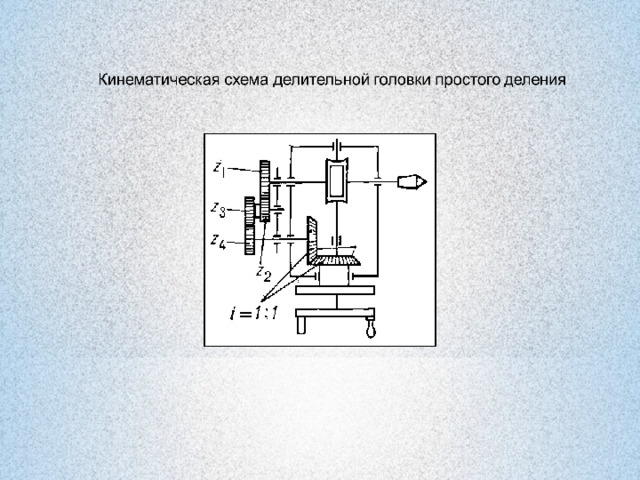
УДГ-40-Д250. Расшифровка этого варианта исполнения следующая:
УДГ – обозначение типа устройства, в данном случае, универсальная делительная головка.
Следующая цифра в маркировке обозначает передаточное число. Расчет указывает на то, что число 40 определяет 1 оборот шпинделя за 40 оборотов ручки.
Обозначение Д250 указывает на наибольший диаметр обрабатываемой заготовки.
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

