

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Разметка под гибку

Просмотр содержимого документа
«Разметка под гибку»
ПЛАН УРОКА.
Тема урока: Разметка под гибку.
Цели урока:
образовательная: изучение технологии разметки под гибку;
развивающая: развитие логического мышления (на основе усвоения студентами причинно-следственных связей, сравнительного анализа);
воспитательная: воспитания в учениках средствами урока уверенности в своих силах.
Оснащение урока: учебник, ноутбук, проектор (содержит презентацию).
Тип урока: комбинированный.
ХОД УРОКА
Проверка присутствующих на уроке и их готовность к уроку…………..1мин.
Отметка отсутствующих и наличие учебных принадлежностей.
Объяснение и запись темы и целей урока…………………………………..2мин.
Актуализация опорных знаний………………………………………………5мин.
Что служит базовой линией при разметке плоских деталей?
В каком порядке наносятся линии и риски?
Под каким углом устанавливается чертилка?
Процесс разметки детали: 1…..7.
Для чего детали маркируют?
Мотивация учебной деятельности…………………………………………..3мин.
Гибка является неотъемлемой часть изготовления деталей, используемых как в судостроении-судоремонте, так и в других отраслях промышленности. Разметка под гибку несколько сложнее разметки плоских деталей, в виду того что требует определённого вида расчётов, а это говорит об уровне квалификации рабочего персонала и, как уже неоднократно проговаривалось,
его заработной плате.
Изучение нового материала…………………………………………………26мин.
Конспектирование и объяснение нового материала.
Закрепление полученных знаний……………………………………………5мин.
Какие параметры необходимо учитывать при разметке под гибку?
По какой линии считают длину развёртки?
Вычислите длину развёртки детали под прямым углом без закруглений, если a = 150mm; b = 100mm; s = 5mm.
Подведение итогов урока……………………………………………………...2мин.
Оценивание наиболее активных студентов.
Домашнее задание……………………………………………………………...1мин.
Проработать изученный материал по конспекту и других, рекомендованных источников информации.
Разметка под гибку.
Разметка плоских деталей под гибку сводится к определению длины развертки изгибаемой детали с учетом радиусов загиба, количества загибов и толщины металла заготовки.
Волокна металла, расположенные у внутренней поверхности изгибаемой детали, сжимаются, а у внешней поверхности — растягиваются. В середине толщины металла проходит нейтральный слой, который при гибке не изменяет своей длины.
Длину развертки изгибаемой детали считают по длине нейтральной линии. Максимальный радиус загиба при холодной гибке деталей из стали и латуни принимают равным толщине металла.
Например, для изготовления обушка с загибом, при радиусе загиба, равном толщине металла (5 мм), длину развертки заготовки приближенно определяют по формуле:
L = а + b + (π/2) [R + (s/2)],
где а = 20 мм, b = 30 мм; R — радиус загиба, равный 5 мм; s — толщина металла, равная 5 мм. Длина развертки в данном случае
L = 20+ 30+ (3,14/2)-7,5 = 61,8 мм.
Длину развертки скобы с двумя загибами по радиусу r определяют по формуле:
L = а +b + c + π[r(s/2)].
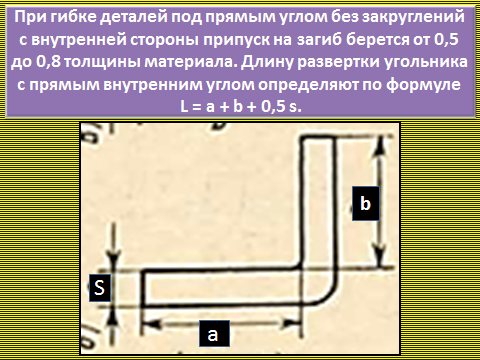
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала. Длину развертки угольника с прямым внутренним углом определяют по формуле:
L = a + b + 0,5 s.
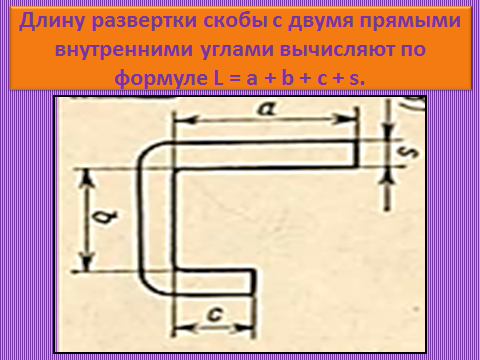
Длину развертки скобы с двумя прямыми внутренними углами вычисляют по формуле:
L = a + b + c + s.
При подсчете длины развертки цилиндра нужно учитывать две половины толщины листа, так как выполняются два загиба. Если дан внутренний диаметр цилиндра D и толщина стенки s, то при подсчете длины развертки к диаметру прибавляют толщину стенки. Длина развертки будет равна L=(D + s)π. Если же дан наружный диаметр цилиндра D1 то толщину s из цилиндра вычитают. Длина развертки будет L=(D1 — s)π.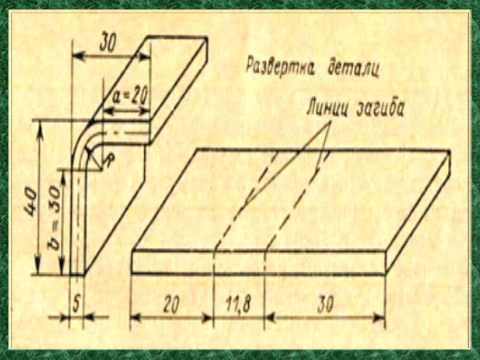







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

