






© 2020 751 0


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Разметка тонколистового металла
Категория:
Технология (мальчики)
15.04.2020 19:24

Просмотр содержимого документа
«Разметка тонколистового металла»
Разметка тонколистового металла
Учитель технологии
МБОУ СОШ с УИОП № 8
Баранюк А.А.
Воронеж 2020

Виды тонколистового металла
- Черная жесть, , белая жесть, оцинкованная жесть, а также листовая медь, латунь, алюминий, дюралюминий и другие металлы и сплавы
Например: в консервной промышленности применяется белая жесть. Она покрыта тонким слоем олова, которое предохраняет её от ржавчины. В пищевой промышленности используют алюминиевую фольгу.

Получение листового металла
- Получают тонколистовой металл с помощью специальных машин – прокатных станов.
- Процесс получения тонколистового металла на прокатных станах называют прокаткой.
- Прокатка заключается в обработке металла давлением путем обжатия между вращающимися валками прокатного стана до получения определенной толщины листа.
1 – заготовка;
2 – валки;
3 – ролики.

Разметка тонколистового металла
- Разметка по чертежу заключается в перенесении точек и линий, показывающих места и границы обработки с чертежа на лист металла. Она выполняется с целью определения мест разрезания или сгибания заготовки. Эта слесарная операция называется разметкой.
- Разметка – нанесение на заготовку линий (рисок) и точек (кернов), указывающих места и границы обработки.

Разметка тонколистового металла
- Разметку можно выполнять с помощью шаблона — плоской детали-образца. Шаблон прижимают к поверхности заготовки (для этой цели можно использовать струбцину) и обводят контуры шаблона чертилкой, плотно прижимая острие чертилки к кромке шаблона.
- При разметке на поверхность тонколистового металла наносят разметочные линии (риски) с помощью разметочных инструментов и приспособлений. На рисунке показаны инструменты для разметки заготовок из тонколистового металла

Инструменты для разметки тонколистового металла
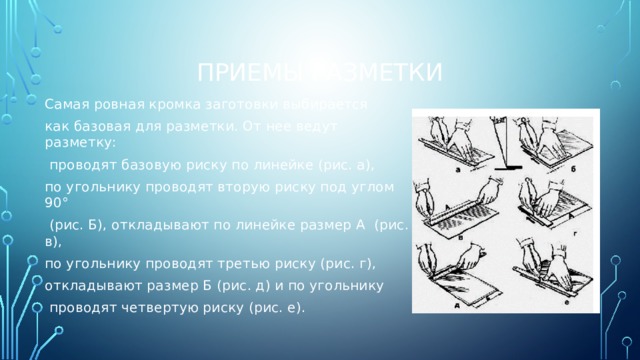
Приемы разметки
Самая ровная кромка заготовки выбирается
как базовая для разметки. От нее ведут разметку:
проводят базовую риску по линейке (рис. а),
по угольнику проводят вторую риску под углом 90°
(рис. Б), откладывают по линейке размер А (рис. в),
по угольнику проводят третью риску (рис. г),
откладывают размер Б (рис. д) и по угольнику
проводят четвертую риску (рис. е).
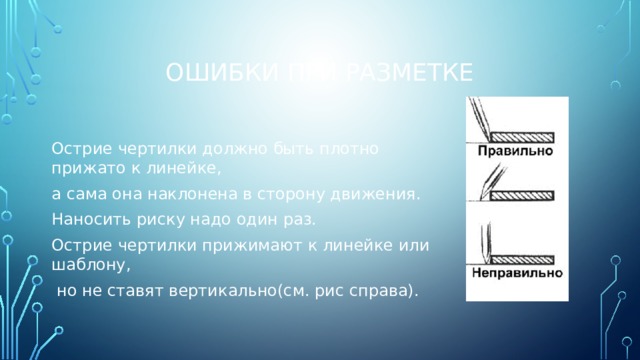
Ошибки при разметке
Острие чертилки должно быть плотно прижато к линейке,
а сама она наклонена в сторону движения.
Наносить риску надо один раз.
Острие чертилки прижимают к линейке или шаблону,
но не ставят вертикально(см. рис справа).

Ошибки при разметке
- Водить чертилкой по одному и тому же месту не следует более одного раза, так как это может привести к тому, что вместо одной получится несколько рисок.
- Разметка требует особой аккуратности при нанесении рисок. От качества разметки во многом зависит точность обработки и изготовления изделия.

Ошибки при разметке
- Распространенный вид брака при разметке – несоответствие размеров размеченной заготовки размерам на чертеже изготовляемой детали.
- Причиной этого может быть:
- неточность измерительного инструмента, что маловероятно;
- несоблюдение приемов разметки;
- невнимательность работающего.

Правила безопасной работы при разметке на металле
- 1. Не класть чертилку и разметочный циркуль в карман халата, их можно держать только на крышке верстака.
- 2. Чтобы не поранить руки, подавать чертилку товарищу надо ручкой от себя, а класть на рабочее место - ручкой к себе.
- 3. При проведении линии чертилку наклоняют в направлении движения на 15-20 градусов и плотно прижимают к линейке.
- 4. При нанесении окружностей разметочный циркуль наклоняют в сторону движения, прилагая основное усилие к ножке, находящейся в центре окружности.
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

