
Россия, Кшенский


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 28.04.2026 14:24

Атанов Александр Николаевич
мастер производственного обучения
47 лет
Местоположение
Специализация
Ремонт деталей полимерными материалами
Категория:
Прочее
11.02.2026 09:16

Просмотр содержимого документа
«Ремонт деталей полимерными материалами»
Ремонт деталей полимерными материалами
Содержание :
1. Применение полимерных материалов.
2. Методы и способы нанесения полимерных покрытий.
3. Применение эпоксидных композиций при восстановлении деталей.
4. Заделка трещин и пробоин.
5. Восстановление посадочных отверстий.
6. Склеивание деталей синтетическими клеями.
7. Применение эластомеров при восстановлении посадок.
8. Заключение.
При ремонте машин полимерные материалы получили широкое применение. Они имеют большой диапазон положительных свойств:
- хорошие фрикционные и антифрикционные качества; достаточная прочность ; масло-, бензо- и водостойкость; сохранение формы детали; способность выдерживать определенную нагрузку и температуру; простота восстановления и изготовления деталей и др.
- хорошие фрикционные и антифрикционные качества;
- достаточная прочность ;
- масло-, бензо- и водостойкость;
- сохранение формы детали;
- способность выдерживать определенную нагрузку и температуру;
- простота восстановления и изготовления деталей и др.
Для использования при ремонте машин рекомендованы следующие полимерные материалы:
- поликапроамид (капрон);
- полиэтилен;
- полистирол;
- полиамид;
- волокнит;
- эпоксидные смолы;
- синтетические клеи;
- герметики;
- анаэробные полимерные материалы и др.
Промышленность выпускает специальные аптечки и наборы полимерных материалов для ремонта машин.
Использование полимерных материалов не требует сложного оборудования и высокой квалификации рабочих. Оно возможно в условиях специализированных ремонтных предприятий, в мастерских хозяйств, а также в полевых условиях.
При нанесении покрытий из расплавов полимеров обычно применяют следующие методы:
- метод прессования;
- литье под давлением.
Выбор метода нанесения определяется природой полимерного материала, его физическим состоянием при нанесении, толщиной покрытия, габаритными размерами и формой детали.

Схемы пресс-форм для нанесения полимерных покрытий
Рис. 1
а) методом прессования:
1 - пуансон; 2 - загрузочная камера для пластмасс; 3 - крышка; 4 - корпус; 5 - электронагреватель; 6 - установочный выступ; 7 - деталь; 8 - выталкиватель; 9 - опорная плита; 10 - покрытие
б) методом литья:
1 - литник; 2 - крышка; 3 - корпус; 4 - ремонтируемая деталь; 5 - покрытие; 6 - канал для выхода воздуха
Прессование осуществляется на гидравлических или механических прессах. Для прессования обычно используются пресс-порошки из термореактивных полимеров, переходящих при отверждении в неплавкое и нерастворимое состояния.
Ремонтируемую деталь, предварительно очищенную и обезжиренную, помещают в обогреваемую пресс-форму, и в полость между восстанавливаемой поверхностью и пресс-формой засыпают пресс-порошок (рис.1а).
При повышенной температуре порошок приобретает пластичность и под действием давления заполняет все зазоры, прочно соединяясь с поверхностью детали.
Основные параметры процесса прессования - температура, давление и время выдержки. При повышении температуры увеличивается текучесть полимера и ускоряется протекание процесса формирования покрытия. Время выдержки детали под давлением зависит от скорости нагревания детали, скорости перехода полимера в твердое и неплавкое состояние и формы детали. Режимы прессования обычно устанавливают опытным путем.
Литье под давлением применяется для нанесения покрытий из термопластичных полимеров, которые при нагревании переходят сначала в пластическое состояние, а затем в вязко-текучее, а при охлаждении - вновь в твердое. Литье под давлением осуществляется на специальных литьевых машинах.
Ремонтируемую деталь предварительно очищают от загрязнения, обезжиривают, а затем устанавливают в пресс-форму (рис. 1б). Собранную пресс-форму вместе с деталью устанавливают на литьевой машине, а гранулы полимерного материала засыпают в бункер литьевой машины.
Процесс состоит из следующих операций:
- дозирование полимерного материала;
- нагрев и расплавление материала в цилиндре литьевой машины до вязко-текучего состояния;
- впрыск под давлением порции расплавленного материала через сопло и литниковые каналы в сомкнутую пресс-форму;
- охлаждение детали в форме;
- размыкание формы;
- снятие детали.
При формировании покрытий из растворов полимеров полимерный материал наносят распылением, окунанием, шпателем или центробежным способом.
При использовании порошковых полимерных материалов применяют следующие способы нанесения:
- электростатический; струйный; вихревой.
- электростатический;
- струйный;
- вихревой.
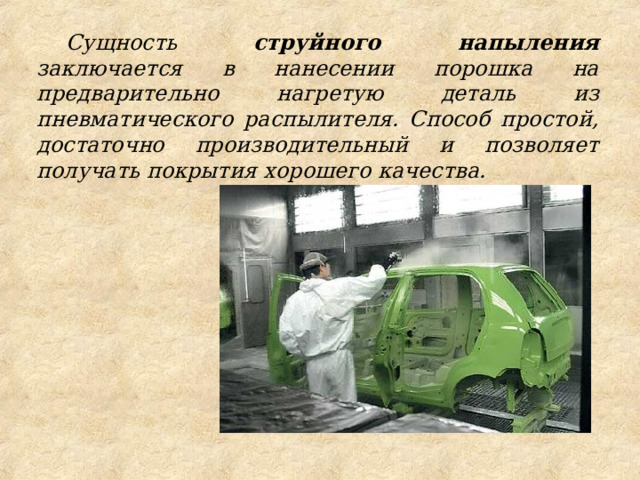
Сущность струйного напыления заключается в нанесении порошка на предварительно нагретую деталь из пневматического распылителя. Способ простой, достаточно производительный и позволяет получать покрытия хорошего качества.
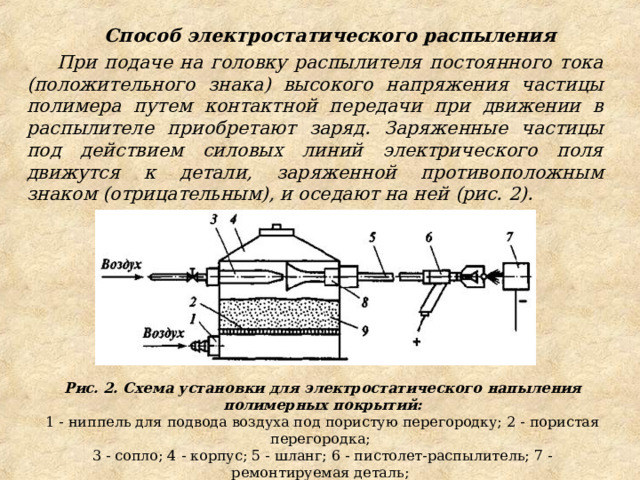
Способ электростатического распыления
При подаче на головку распылителя постоянного тока (положительного знака) высокого напряжения частицы полимера путем контактной передачи при движении в распылителе приобретают заряд. Заряженные частицы под действием силовых линий электрического поля движутся к детали, заряженной противоположным знаком (отрицательным), и оседают на ней (рис. 2).
Рис. 2. Схема установки для электростатического напыления полимерных покрытий:
1 - ниппель для подвода воздуха под пористую перегородку; 2 - пористая перегородка; 3 - сопло; 4 - корпус; 5 - шланг; 6 - пистолет-распылитель; 7 - ремонтируемая деталь; 8 - расширитель; 9 - порошок
При вихревом нанесении деталь, нагретая несколько выше температуры плавления полимера, погружается в ванну, в которой порошок полимера находится в псевдоожиженном состоянии (рис. 3). Частицы полимера, соприкасаясь с горячей деталью, прилипают к поверхности. После удаления из ванны и дополнительного нагрева детали прилипшие частицы расплавляются и растекаются по поверхности, образуя ровное покрытие. При нанесении порошков из термореактивных полимеров после оплавления необходимо провести отверждение покрытия, т.к. неотвержденные покрытия хрупки и нередко самопроизвольно растрескиваются.
Указанным способом можно покрывать детали достаточно сложной формы. Качество покрытий, полученных этим способом, во многом зависит от состояния псевдоожиженного слоя.
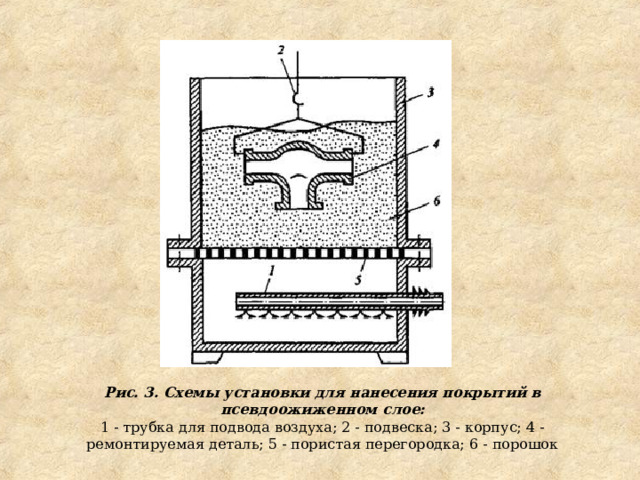
Рис. 3. Схемы установки для нанесения покрытий в псевдоожиженном слое:
1 - трубка для подвода воздуха; 2 - подвеска; 3 - корпус; 4 - ремонтируемая деталь; 5 - пористая перегородка; 6 - порошок
Применение эпоксидных композиций при восстановлении деталей
Эпоксидные смолы в чистом виде используют очень редко. В ремонтной практике применяют эпоксидные составы, которые являются многокомпонентными системами. Важнейшим преимуществом композиции перед полимерами является их повышенная жесткость и прочность, стабильность размеров, повышенная ударная вязкость, регулируемые фрикционные и другие свойства. Однако нельзя достигнуть всех этих свойств в одной композиции.
Кроме эпоксидной смолы, в состав композиции в зависимости от назначения могут входить пластификаторы, наполнители, отвердители, ускорители отверждения, пигменты и другие компоненты.
Пластификаторы уменьшают хрупкость и стойкость к резкому изменению температуры, но уменьшают теплопроводность. В качестве пластификатора чаще всего используют дибутилфталат.
Наполнители вводят для повышения физико-механических свойств, снижения внутренних напряжений, возникающих вследствие разницы коэффициентов линейного расширения металла и полимера. Наполнители подразделяют на связующие (стеклоткань, ткани) и порошкообразные (железный порошок, алюминиевая пудра, цемент, тальк, графит и др.).
Эпоксидные композиции являются универсальным ремонтным материалом. Их применяют для заделки трещин, раковин, пробоин, восстановления подвижных и неподвижных сопряжений, склеивания деталей. Состав композиции зависит от требуемых свойств и условий работы. Для закрепления втулок, колец, ввертышей при восстановлении с использованием ремонтных дополнительных деталей применяют композицию без наполнителей. При заделке трещин, пробоин, восстановлении посадочных мест под подшипники в композиции вводят наполнители.
Приготовление композиции заключается в следующем. Эпоксидную смолу в таре разогревают до температуры 70 - 80°С, отливают необходимое количество в сосуд, добавляют пластификатор и перемешивают двухкомпонентный состав. Затем, если необходимо, вносят наполнитель, предварительно высушенный в течение 2 - 3 ч при температуре 100 - 120°С, и тщательно перемешивают состав. Отвердитель добавляют перед употреблением композиции.
Приготовленную композицию необходимо использовать в течение 20 - 25 мин.
Заделка трещин и пробоин
Эпоксидные композиции используют для заделки трещин в корпусных деталях, не проходящих через отверстия под втулки, посадочные места под подшипники, резьбовые отверстия, длиной не более 200 мм. После определения размеров трещины ее края засверливают сверлом диаметром 3 мм, а трещину по всей длине разделывают под углом 60-70°, на глубину 2 - 3 мм (при толщине стенки более 5 мм). Если толщина стенки менее 2 мм, разделку трещины не делают. Поверхность детали зачищают до металлического блеска на расстоянии 40 мм по обе стороны от трещины и обезжиривают ацетоном. Приготовленный состав наносят на поверхность и уплотняют шпателем. Для заделки мелких трещин (до 20 мм) используют композицию без наполнителя.
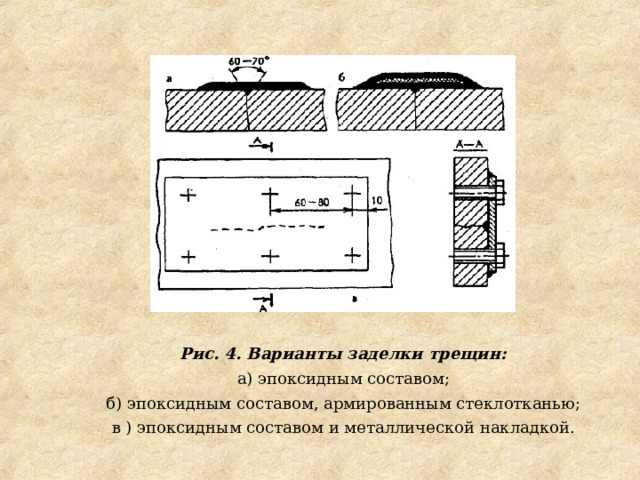
Рис. 4. Варианты заделки трещин:
а) эпоксидным составом;
б) эпоксидным составом, армированным стеклотканью;
в ) эпоксидным составом и металлической накладкой.
Трещину длиной 20 - 150 мм на корпусных деталях или баках заделывают эпоксидной композицией, армированной стеклотканью или технической бязью. Первая накладка из ткани должна перекрывать трещину на 20 - 25 мм по обе стороны, а вторая перекрывать первую на 10 - 15 мм. После нанесения первого слоя эпоксидной композиции накладывают первую накладку и прикатывают роликом. На поверхность накладки наносят тонкий слой композиции и накладывают вторую накладку, которую тоже прикатывают роликом. На вторую накладку снова наносят слой композиции и оставляют для отверждения.
Трещины на корпусных деталях длиной более 150 мм заделывают с помощью накладки из листовой стали толщиной 1,5 - 2 мм. Зачищенные поверхности детали, накладки и винтов покрывают эпоксидной композицией.
Пробоины в корпусных деталях, бачках радиаторов, топливных баках заделывают наложением заплат внахлестку с применением эпоксидных композиций. При небольших пробоинах накладку изготавливают из стеклоткани. Тонкостенные детали восстанавливают наложением накладки из листовой стали. Пробоины в корпусных деталях заделывают постановкой внахлестку металлической накладки на винтах. Стальная накладка может быть закреплена с помощью эпоксидной композиции, проникающей в дополнительные сверления.
Восстановление посадочных отверстий
Эпоксидные композиции применяют при ремонте неподвижных сопряжений деталей типа корпус — подшипник, корпус — втулка, если зазор в сопряжении не превышает 0,1 мм.
Перед нанесением композиции сопрягаемые поверхности отверстия в корпусе, втулки (подшипника) зачищают и обезжиривают. После просушивания наносят композицию (без наполнителя) на подготовленные поверхности слоем толщиной не более 0,5 мм. Через 10 - 15 мин втулку (подшипник) запрессовывают в отверстие и проводят отверждение.
Склеивание деталей синтетическими клеями
Для склеивания применяют клеи ВС-ЮТ и типа БФ, 88Н и др. Клей ВС-ЮТ используют для приклеивания накладок к тормозным колодкам и дискам сцепления. Кроме того, его можно использовать для склеивания металлов, стеклотекстолитов и других материалов.
Поверхности, подлежащие склеиванию, очищают от загрязнений и старых полимерных материалов. Металлические поверхности зачищают до металлического блеска и обезжиривают ацетоном или бензином. После сушки деталей наносят слой клея толщиной 0,10 - 0,15 мм на склеиваемые поверхности и выдерживают при комнатной температуре в течение 10 - 15 мин. Затем наносят второй слой клея и просушивают детали. Окончание сушки проверяют «на отлип». К слою клея прикладывают резиновый брусок, очищенный ацетоном. Если он не прилипает, склеиваемые поверхности накладывают одна на другую и сжимают специальными приспособлениями. Деталь вместе с приспособлениями помещают в специальный шкаф для термообработки (отверждения клеевого состава) и выдерживают в течение 40 мин. Для уменьшения остаточных напряжений в клеевом соединении детали охлаждают вместе со шкафом до температуры 80 - 100°С, а затем на воздухе до температуры 20 - 25°С в течение 2 - 3 ч и снимают с приспособлений.
По такой технологии приклеивают фрикционные накладки на тормозные колодки и диски.
Применение эластомеров при восстановлении посадок
Ремонт подшипниковых узлов часто заключается в восстановлении первоначальных натягов. Нарушению посадки способствует смятие неровностей поверхностей при запрессовке и снятии подшипников и вследствие проворачивания кольца подшипника при работе машины. Для восстановления посадочных мест под подшипники в отверстиях и на валах, а также под втулки и шестерни при износе не более 0,06 мм применяют эластомеры ГЭН-150(B) или 6Ф.
Технологический процесс включает следующие операции: приготовление раствора, зачистка и обезжиривание изношенных поверхностей, нанесение раствора на подготовленные поверхности, термическая обработка и сборка узлов.
Раствор эластомера наносят на поверхность детали в вытяжном шкафу кисточкой. Не допускается перекрытия слоев при нанесении раствора. Толщина пленки одного слоя равна 0,01 мм. Деталь с покрытием выдерживают 20 мин, а затем помещают для термообработки в сушильный шкаф. Термообработка проводится при температуре 120 С° в течение 30 мин. Каждый последующий слой до получения необходимой толщины наносят после термообработки предыдущего. Перед сборкой поверхность детали, покрытой эластомером, смазывают графитной смазкой, охватывающую деталь подогревают до температуры 120 - 140°С.
Заключение
Полимерные покрытия находят широкое применение в деле повышения эффективности работы деталей машин при воздействии агрессивных факторов окружающей среды, т.к. их можно многократно наносить на поверхности деталей, обеспечивать необходимую толщину, а также послойно сочетать различные материалы с целью получения необходимых физико-механических свойств.
Обладая ценными физико-механическими свойствами, полимерные материалы позволяют снизить трудоемкость ремонта и технического обслуживания машин на 20-30% и сократить расход дефицитных материалов (черного и цветного металла, сварочных и наплавочных материалов, припоя и т. д.) на 40-50%.
К недостаткам полимерных материалов можно отнести изменение их свойств в зависимости от срока службы (старение), сравнительно низкую твердость, усталостную прочность и теплостойкость.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

