
Россия, Нижний Новгород


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 17.02.2025 22:35

Павлова Ангелина Дмитриевна
преподаватель спец. дисциплин
Местоположение
Специализация
Способы установки и выверки деталей на токарных станках
Категория:
Прочее
14.11.2018 03:21

Просмотр содержимого документа
«Способы установки и выверки деталей на токарных станках»
Способы установки и выверки деталей на токарных станках
Установку и закрепление заготовки на токарных станках производят в зависимости от формы, размеров и точности детали.
Установку в центрах часто применяют для валов, барабанов, цилиндров, а также заготовок, закрепленных на оправках. Мелкие и средние по массе заготовки устанавливают на цельные упорные центры с поводковым хомутиком, причем для подрезания торца со стороны задней бабки используют полуцентр (рис. 1.2, а).
Поводковый хомутик служит для передачи вращательного движения от шпинделя станка к обрабатываемой детали. Хомутик с ручным зажимом надевают на обрабатываемую деталь, закрепляют винтом и затем обрабатываемую деталь с хомутиком устанавливают в центрах станка. При включении станка обрабатываемая деталь через поводковую планшайбу и хомутик получает вращение от шпинделя. Задние центры при обработке с высокими скоростями выполняют вращающимися, точность установки в этом случае ниже. Заготовки с отверстием устанавливают на центры увеличенного диаметра со срезанной вершиной конуса {грибковые центры). На рис. 1.2, б задний центр - грибковый вращающийся, передний центр - рифленый (трехгранный или многозубый), что позволяет полностью обработать гладкий вал
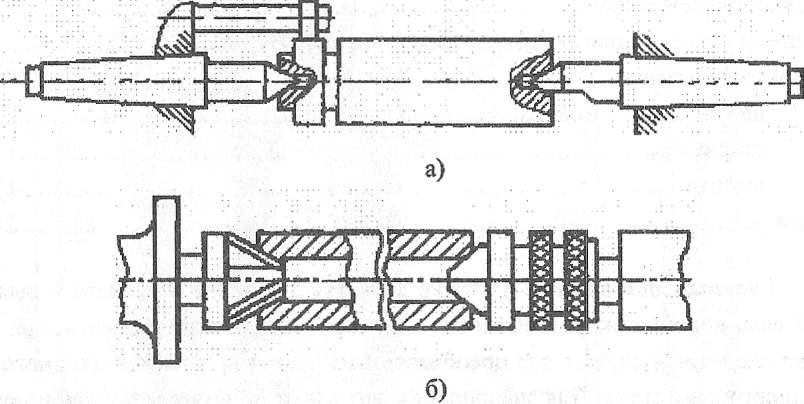
Рис. 1.2. Установка заготовок в центрах: а - на цельный упорный центр с поводковым хомутиком и задний полуцентр; б - на задний грибковый вращающийся центр и передний рифленый центр или цилиндр по наружной поверхности и подрезать оба торца заготовки, так как обработку ведут без поводка.
Установку в центрах с использованием подвижного люнета применяют при обработке нежестких заготовок (рис. 1.3). Люнет - опора для уменьшения прогиба длинных деталей (при l 12d). К установочной поверхности под люнет предъявляют высокие требования по суммарным отклонениям и допускам формы и расположения поверхностей.
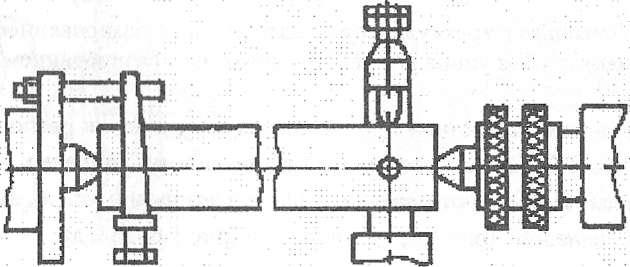
Рис. 1.3. Установка в центрах с использованием подвижного люнета
Установку в патроне и на неподвижном люнете используют для обработки отверстия и торца заготовки, а также участка заготовки, расположенного между люнетом и патроном (рис. 1.4).
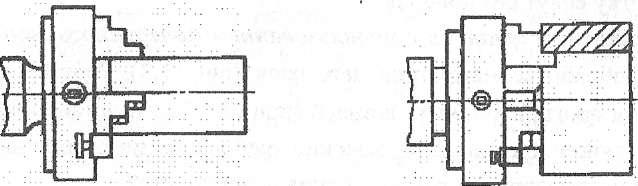
При установке в патронах обрабатывают заготовки небольшой длины. Наибольшая жесткость обеспечивается при креплении заготовки за наружную или внутреннюю поверхность обода, наименьшая — при креплении за ступицу (рис. 1.5).
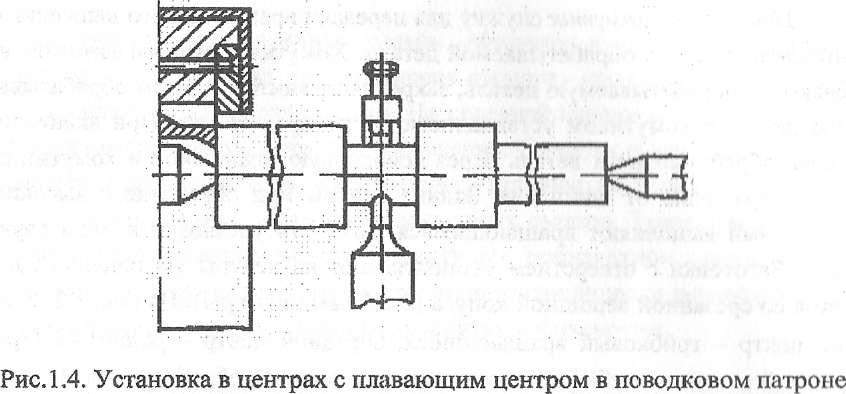
и на неподвижном люнете
а) б)
Рис. 1.5. Установка в трехкулачковом патроне: а - с базированием по наружному диаметру без упора в торец; б - вразжим с базированием по торцу.
При выверке установки детали проверяют правильность продольного расположения ее по отношению к ходу стола, а также горизонтального положения по отношению к столу станка в продольном и поперечном направлениях и правильность ее вертикального положения.
Наибольшую сложность представляют установка и выверка деталей с черными, т. е. еще не обработанными, поверхностями. Подобные детали без применения специальных приспособлений обычно предварительно размечают и выверяют по разметочным рискам. При строгании детали без предварительной разметки и без применения специальных приспособлений проверку правильности ее положения на станке производят по отдельным поверхностям детали, определяющим наиболее правильное ее положение.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

