

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



Технология чеканки

Просмотр содержимого документа
«Технология чеканки»
ПЛАН УРОКА.
Тема урока: Технология чеканки.
Цели урока:
образовательная: изучение назначения и технологии чеканки;
развивающая: создание на уроке условия для развития мыслительных способностей;
воспитательная: воспитания в учениках средствами урока уверенности в своих силах.
Оснащение урока: учебник, ноутбук, проектор (содержит презентацию).
Тип урока: комбинированный.
ХОД УРОКА
Проверка присутствующих на уроке и их готовность к уроку…………..1мин.
Отметка отсутствующих и наличие учебных принадлежностей.
Объяснение и запись темы и целей урока…………………………………..2мин.
Актуализация опорных знаний………………………………………………5мин.
Что такое клёпка?
Назовите типы заклёпочных соединений.
Как обеспечивается непроницаемость заклёпочных швов?
Назовите основные способы клёпки.
Какой инструмент применяется для клёпки?
Мотивация учебной деятельности…………………………………………..2мин.
Заклепочные швы не могут быть абсолютно непроницаемыми, что объясняется наличием неровностей и шероховатостей на поверхности склепанных листов, вследствие чего в шве остаются воздушные прослойки и каналы, через которые может проходить жидкость или газ. Даже при качественной подготовке и клепке в заклепочных соединениях возможно образование зазоров из-за сложности подгонки и обжатия некоторых деталей (особенно толстолистовых и криволинейных); неравномерности толщины листа по длине кромки (по условиям проката); наличия незначительных выступов и впадин на поверхности листа и пр. Поэтому все плотные и прочноплотные швы судовых корпусных конструкций (толщиной более 4 мм) подлежат обязательной чеканке.
Изучение нового материала…………………………………………………27мин.
Конспектирование и объяснение нового материала.
Закрепление полученных знаний……………………………………………5мин.
Что такое «чеканка»?
Для чего применяется чеканка?
При какой толщине металла применяется чеканка?
Что необходимо проверить до начала чеканки?
С какой стороны чеканят корпусные конструкции?
Подведение итогов урока……………………………………………………...2мин.
Оценивание наиболее активных студентов.
Домашнее задание……………………………………………………………...1мин.
Проработать изученный материал по конспекту и других, рекомендованных источников информации.
Технология чеканки.
Способ обработки металла давлением, при котором на заготовку наносят неглубокий рельеф сильным нажатием инструмента, имеющим выступы (чеканом), называется чеканкой.
Все плотные и прочноплотные швы судовых корпусных конструкций
толщиной более 4 мм подлежат обязательной чеканке.
Чеканка заклёпочных соединений применяется для уплотнения кромок соединяемых листов и обеспечение непроницаемости соединения. В процессе чеканки кромки соединяемых деталей уплотняются, зазоры и другие неплотности при этом заполняются металлом.
Чеканку выполняют чеканом, который вставляют в пневматический рубильно-чеканный молоток. Листы толщиной менее 4 мм не чеканят, так как под ударами чекана их кромки не уплотняются, а наоборот, выпучиваются. В этих случаях для обеспечения непроницаемости заклепочного соединения применяют прокладки.
Заклепочные соединения наружных корпусных конструкций чеканят с наружной стороны, а внутренних конструкций — со стороны, не подверженной давлению воды или другой жидкости. Нефте- и маслонепроницаемые соединения чеканят с двух сторон.
До начала чеканки проверяют качество и законченность клепки по всему заклепочному соединению, а также зазоры по кромкам, подлежащим чеканке. Для деталей, соединяемых внакрой, допускаются местные зазоры под кромками не более 0,2 мм; в стыковых соединениях для листов толщиной 9 мм зазоры не должны превышать 1 мм; для листов толщиной 10— 12 мм — не более 2 мм и для листов большей толщины — не более 3 мм. При наличии больших зазоров в стыковых соединениях иногда допускают установку заделки из мягкой стали с последующей ее чеканкой. Кроме того, до чеканки проверяют расстояния от кромки листа до центров крайних заклепок, которые должны быть равны 1,75 диаметра заклепок. При меньшем расстоянии во время чеканки возможен разрыв металла между отверстиями заклепок и кромкой, а при большем — отставание накрывающего листа от нижнего. В последнем случае излишек металла должен быть удален до чеканки.
Кромки деталей, соединяемых внакрой, могут быть простроганы на фаску (угол разделки кромок равен 15°) либо не обработаны.
Если кромки простроганы, то чеканку начинают с уплотнения кромки чеканом с закругленным бойком в результате чего образуется канавка. Затем чеканом с плоским бойком постепенно осаживают выступающий край канавки, добиваясь полного уплотнения кромки.
Если кромки не обработаны, то сначала необходимо произвести осадку кромки листа с таким расчетом, чтобы под чеканом образовалась небольшая канавка. Излишний металл над канавкой срубают зубилом. Затем чеканом с плоским бойком осаживают выступающую часть канавки. 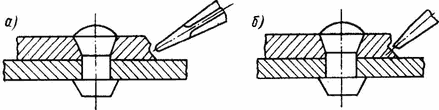
Рис.1. Способы чеканки: а — чеканка простроганной кромки; б — чеканка нестроганной кромки.
Чеканку листов, склепанных встык, начинают с нанесения зубилом насечки параллельно линии стыка и на расстоянии около 3 мм по обе стороны от нее. Затем чеканом уплотняют металл в сторону стыка. Кромки листов под действием удара чекана поднимаются, причем вторая кромка, упираясь в первую (уже уплотненную), выступает вверх несколько больше. Чеканом с плоским или выгнутым бойком осаживают обе кромки вниз, при этом выступающая кромка перекрывает соседнюю, обеспечивая непроницаемость соединения. 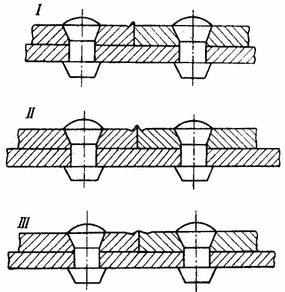
Рис.2. Чеканка стыкового соединения.
I—III — последовательность чеканки.
Качество чеканки на герметичность шва проверяют
следующими способами:
а) сосуды или баки для жидкости с небольшим давлением проверяют с помощью керосина или воды;
б) баки и сосуды, работающие под давлением, испытывают гидравлической пробой, условия которой устанавливаются техническими требованиями к изделию.
Комплекты видеоуроков, тестов и презентаций








© 2019, Кварацхелия Георгий Владимирович 937 87
Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

