
Россия, Сухиничский р-н


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 28.04.2026 21:39

Найкин Юрий Иванович
мастер производственного обучения
67 лет
Местоположение
Специализация
Виды деревообработки
Категория:
Прочее
18.04.2026 00:44

Просмотр содержимого документа
«Виды деревообработки»
Конспект занятия
«Виды деревообработки»
Подготовил:
Мастер п/о филиала №4
Найкин Ю. И.
2026 г.
ВИДЫ ДЕРЕВООБРАБОТКИ
Обработка древесины включает: пиление, строгание, долбление, сверление, фрезерование, обработку на токарном станке, лущение и шлифование. При всех видах деревообработки снимается стружка.
Основной частью ручного или механизированного инструмента является резец в форме клина. В резце различают переднюю, заднюю грань и две боковые грани (рис. 1). Передняя и задняя грани образуют режущую кромку, называемую лезвием резца. У поперечных пил режущая кромка образована пересечением передней грани с боковыми.
Резцы по числу режущих кромок подразделяют на простые и сложные. Простые резцы имеют одну режущую кромку (ножи ручного строгального инструмента: рубанок, фуганок и ножи строгальных станков). Сложные резцы имеют две и более режущие кромки (ручные и механические пилы, сверла и др.).
Резец, режущий древесину, встречает ее сопротивление. Величину сопротивления, которую резец встречает на площади 1 м2 поперечного сечения стружки, называют удельным сопротивлением резанию. При резании древесины различают углы, образуемые передней и задней гранями резца с поверхностью обработки (рис. 1).
Угол между передней и задней гранями резца называют углом заточки. Для строгальных ножей и стамесок он составляет 20...30° и зависит от твердости обрабатываемого материала.
Угол между передней гранью резца и поверхностью обработки называют углом резания. У строгальных ножей ручного инструмента он составляет 45...50°, а станочного — 45...65°. Чистота обработки поверхности зависит от величины угла резания — чем он больше, тем ровнее поверхность. Увеличение угла резания увеличивает силу резания. Чистота обработки поверхности зависит от скорости вращения инструмента и подачи материала. Другими словами, чем больше скорость вращения инструмента и меньше скорость подачи, тем выше чистота обработки поверхности.
Угол между задней гранью резца и поверхностью обработки называют задним углом. Величина этого угла зависит от угла заточки и угла резания.
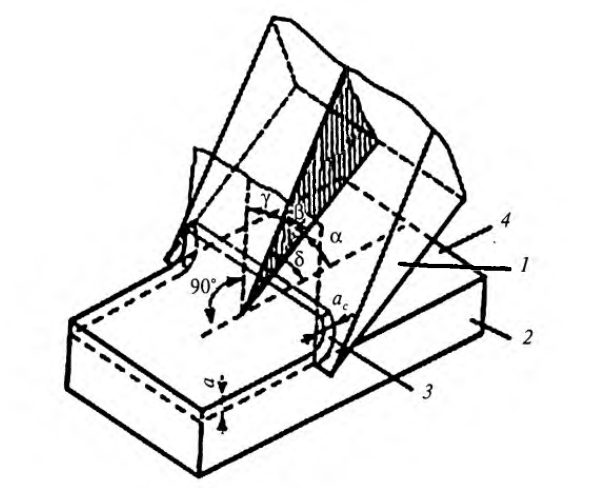
Рис. 1. Элементы резца
1 — боковая грань; 2- обрабатываемая заготовка;
3 — передняя грань; 4- поверхность обработки
Различают три основных варианта резания (2): поперек волокон, вдоль волокон и резание в торец.
Резание в торец требует наибольших усилий. Резание наискось (под углом к направлению волокон) выполняют при косослойной или свилеватой древесине. Резание вдоль волокон в 2...2,5 раза меньше чем резание поперек волокон.
Сила резания зависит не только от угла заточки и угла резания, но и от твердости древесины, ширины лезвия резца, влажности древесины, направления резания, заточки резца и сил трения об опилки и стружку.
Твердая древесина (дуб, бук, ясень, груша и др.), а также древесина, имеющая сучки, свилеватость, косослой, при обработке требует больших усилий. Неоднородность структуры древесины предопределяет неодинаковую величину сопротивления, зависящую от направления резания.
Форма стружки зависит от направления резания. При резании в торец стружка получится в виде опилок. При резании вдоль волокон образуется лентообразная стружка. При резании древесины поперек волокон получается стружка в виде мелкой щепы, а обработанная поверхность становится шероховатой.
Затупление резца требует увеличения силы резания. Тупой резец не перерезает, а вжимает и рвет древесину. Из-за затупления резца после 4 ч работы сила резания возрастает в 1,5 раза. Тупой резец увеличивает трение между резцом и стружкой, требующей дополнительных усилий и перегрева резца.
Влажная древесина обрабатывается легче, чем сухая, из-за твердости последней. Однако чистота обработки влажной древесины ниже из-за ворсистости.
Рис. 2. Резание древесины
а — резец в открытом резании; б — резец в закрытом резании; в — направления резания:
1 — поперек волокон — в торец; 2 — вдоль волокон;
3 — в тангентальном направлении; 4 — в поперечно-торцевом направлении; 5 — в продольно-торцевом направлении; 6 — в продольно-поперечном направлении
Чистота обработки древесины зависит от направления резания. Резание вдоль волокон дает гладкую поверхность. При резании поперек волокон чистота обработки возможна при остром резце и очень тонкой стружке.Резец, обрабатывающий древесину, углубляется в нее, стружка из-за эластичности отделяется до того, как прикоснется резец, и обрабатываемая поверхность имеет шероховатость. Это характерно при резании поперек волокон (3, а). Для получения чистоты обработки поверхности перед резцом ставят подпорную линейку(3, б). Чистую поверхность можно получить, если резец строгального инструмента (ручного, электрифицированного или станочного) дополнить стружколомателем (3, в, г). Он увеличивает угол резания, ломает стружку, превращая в спираль. Чем тоньше толщина стружки, тем лучше чистота обработки поверхности.
Увеличение резцов (зубьев дисковой пилы, ножей на валу строгального станка и т. д.) уменьшает толщину стружки и повышает чистоту обработки.
На качество обработки древесины любой породы, включая наличие пороков (сучки, косослой, свилеватость и др.), влияет скорость движения резца. С увеличением скорости вращения режущего инструмента становится более мелкой волнистость стружкообразования, что повышает чистоту обрабатываемой поверхности.
На чистоту обработки отдельных участков влияют пороки, свойства древесины, острота резцов, неточность в разметке, нарушение технологии.
Деформации древесины, вызванные ее влажностью, превосходят допустимые в деревообработке отклонения в размерах. До обработки пиломатериалов для плотничных и столярных деталей проверяют влажность древесины.
Рис. 3. Приемы резания
а — откалывание стружки до ее срезания;
б — резание с подпорной линейкой;
в — применение стружколомателя;
г — с увеличением угла резания
Рис. 4. Столярный верстак
1 - основание-подверстачье; 2 — вит переднего прижима; 3 — крышка верстака — рабочая доска; 4 — прижимной верстачный клинок; 5 — гнезда для клинков и гребенок;
6 — лоток для инструмента; 7 — задняя прижимная коробка; 8 — прижимной верстачный клинок (увеличенный, в аксонометрии); 9 — прижимная верстачная гребенка (увеличенная, в аксонометрии)

Столярный верстак. Обработку древесины ручным инструментом выполняют на столярном верстаке (4). Обрабатываемый материал закрепляют, чтобы было удобно пилить, строгать, выдалбливать отверстия, пазы. Основные части верстака: основание (подверстачье) и рабочая доска. Основание верстака изготовляют из соснового пиломатериала, а рабочую доску — из сухих твердолиственных пород (дуба, бука, ясеня, березы и др.). Толщина доски верстака 7...8 см. Во избежание коробления доски верстака изготовляют из склеенных дощечек толщиной 3,5...4 м. В задней части рабочей доски предусмотрен лоток для хранения необходимого инструмента. Для остального инструмента используют ящик под рабочей доской. Верстак имеет две прижимные коробки — тиски,, которыми закрепляют обрабатываемые детали. Сквозные гнезда в рабочей доске предназначены для стальных или дубовых прижимных клиньев. Эту часть рабочей доски используют для закрепления и строгания пиломатериала.
Высоту верстака регулируют по росту рабочего, чтобы во время работы он меньше уставал. Для увеличения высоты под ножки верстака ставят подкладку из доски или бруска, при необходимости перед верстаком укладывают на нужной высоте решетку.
Для определения необходимой высоты верстака следует встать к нему лицом и положить ладони обеих рук на поверхность рабочей доски. Если ладони без напряжения касаются рабочей доски, то, значит, высота верстака соответствует росту работающего. Чтобы при работе не испортить рабочую доску верстака, например при работе стамеской, под обрабатываемую деталь подкладывают дощечку. Необходимо периодически смазывать винты тисков (прижимных коробок) и покрывать поверхность рабочей доски олифой.
Классы точности в деревообработке. Во избежание ошибок в размерах, влажность древесины должна быть на 2...3 % ниже среднеэксплуатационной влажности. Например, влажность оконных рам 9... 11 %, внутренних дверей — 7...10 %, наружных дверей — 14...17 %.
Допустимые отклонения в деревообработке относят к изделиям, размеры которых не более 3150 мм. Величина допустимого отклонения увеличивается с размерами детали.
Изделия деревообрабатывающей промышленности в зависимости от точности обработки подразделяют на три класса точности.
Первый класс точности для изделий с высокой точностью обработки: деревянные части механизма музыкальных инструментов, измерительного инструмента, деталей физических инструментов и др. Точность измерения таких изделий до ±0,02 мм.
Второй класс точности для мебели, радио- и телевизионных футляров, встроенной фанерованной мебели, столярных дверей и др. В этом классе точность измерения до ±0,05 мм.
Третий класс точности для изделий, эксплуатируемых при перепадах влажности, у которых отклонения размеров не влияют на их внешний вид и функциональные требования. По третьему классу точности изготовляют окна, двери, деревянные детали сельскохозяйственных машин, вагонов и других подобных изделий. Точность измерения в этом классе ±0,1 мм.
Номинальный размер детали, узла или изделия является основным размером, который определяется расчетным или опытным путем и указывается в чертеже (в мм).
Действительный размер — это фактический размер детали, полученный измерением после обработки. Точность измерения должна отвечать классу точности.
Предельный размер — это два допустимых размера, между которыми находится действительный размер. Наибольший допустимый размер называют наибольшим предельным размером, наименьший допустимый размер — наименьшим предельным размером.
Отклонение — это разница между номинальным и действительным размерами. Разницу между наибольшим предельным размером и номинальным размером называют верхним отклонением, разницу между номинальным размером и минимальным предельным размером — нижним отклонением.
Допуск — это разность между наибольшим и наименьшим предельными размерами. Элементы системы допусков и посадок показаны на рис. 5.

Рис. 5. Допуски и посадки
а — основные обозначения; б — подвижная посадка; в — неподвижная посадка:
1 — номинальный размер; 2 — наибольший действительный размер;
3 — наименьший действительный размер; 4 — допустимое отклонение размера; 5 — верхнее (наибольшее) отклонение; 6 — нижнее (наименьшее) отклонение; 7 — наименьший зазор; 8 — наименьший натяг;
9 — наибольший натяг
Помимо предельных отклонений есть допустимые предельные отклонения свободных размеров конструкций (табл. 1). Свободные размеры не оказывают влияния на размеры смежных конструкций и не зависят от них.
Посадки в деревообработке. В деревообработке систему отклонений размеров объединяют с видами соединений деталей — посадкой. В соединении двух деталей (посадке) две сопрягаемые части или поверхности: гнездо или отверстие — с одной стороны и шип или вал — с другой стороны. Для всех видов посадок за основу принимают отверстие. Систему посадок деревянных конструкций принято называть системой отверстий. Для отверстий допустимо верхнее отклонение, размеры отверстий могут быть в границах допустимых отклонений, но только большими, чем номинальный размер. Противоположная часть посадки — шип или вал, его размер является переменным, приспосабливаемым к размеру отверстия, и зависит от выбранных посадок. Для приспосабливаемой части соединения, т. е. вала, допустимы положительные и отрицательные отклонения. Если отверстие больше вала, тогда имеется зазор, позволяющий соединяемым деталям свободно перемещаться. Это перемещение зависит от величины зазора и такое соединение называют подвижной посадкой. Если вал больше отверстия, тогда древесина в месте соединения напряжена (растянута или сжата), т. е. образуется натяг. Степень натяга зависит от разницы размеров отверстия и вала. Такое соединение деталей называют неподвижной посадкой.
Таблица 1. Допустимые предельные отклонения
свободных размеров
| Номинальные размеры, мм | Отклонения размеров, мм | |||
| для конструкций I класса точности | для конструкций II класса точности | для конструкций III класса точности | для остальных конструкций | |
| 1. ..10 | ±0,13 | ±0,25 | ±0,5 | ±1 |
| 10...18 | ±0,15 | ±0,30 | ±0,6 | ±1 |
| 18...30 | ±0,18 | ±0,35 | ±0,7 | ±1,5 |
| 30...50 | ±0,20 | ±0,40 | ±0,8 | ±1,5 |
| 50...80 | ±0,23 | ±0,45 | ±0,9 | ±2 |
| 80...120 | ±0,25 | ±0,50 | ±1 | ±2 |
| 120...260 | ±0,30 | ±0,60 | ±1,2 | ±2,5 |
| 260...500 | ±0,35 | ±0,70 | ±1,4 | ±3,5 |
| 500...800 | ±0,45 | ±0,85 | ±1,7 | ±3,5 |
Деревянные конструкции изготовляют по второму и третьему классу точности обработки (табл. 2).
Второй класс точности обработки деталей имеет шесть видов посадок: неподвижные (тугая, напряженная и плотная посадки); подвижные (скользящая, ходовая и легкоходовая посадки).
Таблица 2. Допустимые отклонения
для деревянных строительных деталей
| Полуфабрикаты и детали | Допустимое отклонение номинального размера, мм, ± | ||
| высота | ширина | толщина | |
| Дверные и оконные блоки | 3 | 3 | 2 |
| Оконные створки, неоткрывающиеся оконные рамы и форточки, дверные створки (наружные размеры) | 2 | 2 | 1 |
| Внутренние элементы дверной коробки, детали для обклейки кромок, перемычки, поперечины | — | 1 | 1 |
| Детали коробок, поперечные элементы | — | 2 | 2 |
Третий класс точности имеет пять видов посадок: неподвижные (напряженная и плотная посадки); подвижные (скользящая, ходовая и легкоходовая посадки).
Тугая посадка имеет наибольший натяг (в мебельных конструкциях при массивных Т-образных соединениях).
Напряженную посадку применяют в угловых соединениях рам и коробок.
Ходовую посадку применяют в шиповых соединениях, при сплачивании щитов, в рамных конструкциях с филенками и др. Окончательная прочность таких посадок достигается только после склеивания.
Скользящую посадку употребляют в конструкциях, детали которых из-за нагрузки или деформации должны скользить при достаточно плотном соединении.
Ходовую посадку применяют в угловых соединениях оконных рам и дверных полотен.
Легкоходовая посадка является основной для изделий с выдвижными элементами, например с выдвижными ящиками.
Допустимые отклонения номинальных размеров для деревянных деталей (полуфабрикатов) даны в табл. 2.
В окнах и дверях допустимое отклонение зазоров в сопряжениях допускается до ±1 мм. Коробление оконных и дверных створок, неоткрывающихся переплетов не более 2 мм, а для форточек — не более 1 мм. Отклонение от прямоугольной формы, измеренной по внутренним диагоналям, — не более ±3 мм.
Чистота обработки зависит от шероховатости поверхности древесины. Шероховатость определяют расстоянием от вершины гребня до дна впадины неровности в мм или в мкм (микрометрах). Как минимум выполняют три замера, вычисляя среднюю арифметическую величину. Шероховатость поверхности измеряют оптическими приборами. Шероховатость поверхности древесины подразделяют на 10 классов (табл. 3).
Таблица 3. Классы шероховатости поверхности древесины и методы ее обработки
| Класс шероховатости поверхности | Обозначение класса | Расстояние, мм | Виды обработки древесины, определяющие шероховатость поверхности | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| распиливание на лесопильной раме деревьев хвойных пород | распиливание на лесопильной раме деревьев лиственных пород | распиливание древесины на дисковых пилах | строгание или фрезерование древесины | шлифование поверхности древесины (№ шлифовальной шкурки) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | τΔ 1 | 1,25...1,6 |
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | τΔ 2 | 0,8….1,25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
| 3 | τΔ 3 | 0,5...0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
| 4 | τΔ 4 | 0,315...0,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||||||||
| 5 | τΔ 5 | 0,2...0,315 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||||||||||
| 6 | τΔ 6 | 0,1...0,2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 200...80 | ||||||||||||||||||||||||||||||||||||||
| 7 | τΔ 7 | 0,06...0,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 50...40 | ||||||||||||||||||||||||||||||||||||||||||||
| 8 | τΔ 8 | 0,03...0,06 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 32...16 | ||||||||||||||||||||||||||||||||||||||||||||
| 9 | τΔ 9 | 0,016...0,03 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 12...8 | |||||||||||||||||||||||||||||||||||||||||||||
| 10 | τΔ 10 | 0,000...0,016 |
|
|
|
|
|
|
|
|
|
| 8 и мельче | ||||||||||||||||||||||||||||||||||||||||||||||||||
Пилы и пиление. Пилы изготовляют из высококачественной стали с нарезанными зубьями. Для плотничных и столярных работ используют широкую ножовку, ножовку с обушком, узкую ножовку; пилу с ограничителем глубины пиления (наградку), а также фанерную пилку (нож) (рис. 6).
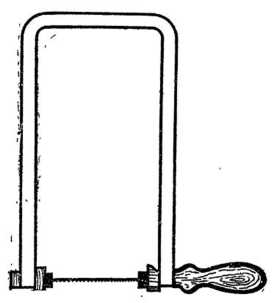
Широкую ножовку изготовляют из стальной ленты длиной 0,7 м, шириной у рукоятки 11 см и на узком конце 2...7 см. Рукоятка бывает деревянной, металлической или пластмассовой. Узкая ножовка служит для выпиливания криволинейных сквозных отверстий в деталях большой ширины. Лобзик (Рис. 7) имеет узкую и тонкую (толщиной 0,3 мм, шириной 1...2 мм) пилку с мелкими зубьями. Пилка закреплена в дугообразной рамке и легко вынимается. Лобзиком выпиливают тонкие детали (фанеру) криволинейной формы. До начала работы конец пилки вставляют в заранее сделанное отверстие, а другой конец закрепляют в рамке. Пиление ведут по разметке. По окончании работы освобождают конец пилки и убирают ее из отверстия детали.
Ножовки с обушком применяют для неглубокого пиления, например пропиливания пазов в широких заготовках, для подгонки деталей при их сборке. Верх полотна усилен стальным обушком, увеличивающим жесткость полотна. Мелкие зубья имеют форму равнобедренного треугольника. Ножовкой пилят в обоих направлениях (рис. 6, в).
Рис. 6. Пила:
а— широкая ножовка;
б— то же, узкая; в — обушковая ножовка;
г — наградка; д - фанерная пилка
Рис. 7. Лобзик
По форме зубьев различают пилы для продольного, смешанного и поперечного пиления (Рис. 8).
Рис. 8. Элементы и углы зубьев пил
а — элементы пил; б — углы зубьев пил: I — для продольного пиления;
—для смешанного пиления; III —для поперечного пиления.
1 — боковые режущие кромки; 2 — передняя грань; 3 — передняя режущая кромка; 4 — шаг; 5 — вершина; 6 — пазуха; 7 — высота; 8 — линия основания зубьев
Для пиления вдоль волокон используют пилы с косоугольными зубьями. Они режут древесину в одном направлении — от себя. Впадину между зубьями называют пазухой. Шагом зуба называют расстояние между вершинами смежных зубьев. Высота зуба равна перпендикуляру, проведенному из вершины зуба к его основанию. В зубе пилы три кромки (рис. 8,а). В пилах для продольного пиления резание выполняет короткая режущая часть — передняя кромка, а боковая кромка только отделяет волокна древесины.
Для продольного и поперечного пиления служит лучковая пила. Она состоит из рамы-лучка с натянутым пильным полотном. Последнее выполняют из стальной ленты длиной около 1 м, шириной 45...60 и толщиной 0,4...0,7 мм. Шаг зубьев 4...5 мм, высота зубьев 5...6 мм. Концы пильного полотна закреплены в низу стоек рамы-лучка. Полотно натягивают тетивой из бечевки, закрепленной между верхними концами стоек и закрутки. Поворот пильного полотна ведут с помощью ручек. Такой пилой может работать один человек. Пропил получается гладким и ровным. Зубья пил для поперечного пиления режут волокна, боковые кромки зубьев, а передняя кромка их только отделяет. В пилах для продольного пиления режет древесину передняя кромка зуба. Это учитывают при определении углов заточки зубьев пил для поперечного и продольного пиления.
У пил для продольного пиления мягкой древесины угол заточки 40—45°, у пил для твердой древесины — до 70°, в пилах поперечного пиления угол между режущими кромками зубьев 60...70°, а угол заточки — 45... 80°. У пил для смешанного пиления угол заточки 50— 60°. Углы зубьев пил следующие: для продольного пиления— 60—80°, для поперечного — 90—120°, для смешанного — 90°.
Для пропиливания неглубоких пазов и гнезд шиповых соединений используют так называемую наградку. Для регулирования глубины пропила она имеет передвижной упор. Толщина пильного полотна 0,4... 0,7 мм, длина — 100...120 мм.
Виды и приемы пиления. По виду закрепления детали в верстаке различают: горизонтальное пиление вдоль волокон, вертикальное пиление вдоль волокон, горизонтальное пиление поперек волокон и пиление под углом.
Рис. 9. Пиление вдоль волокон лучковой пилой, если материал находится в горизонтальном положении,
справа — положение ступней ног рабочего во время пиления
При вертикальном пилении вдоль волокон заготовку закрепляют в верстаке передним или задним зажимом (рис. 11). На рисунке показано положение ног рабочего в процессе пиления. Распиливая тонкую доску, ее зажимают так, чтобы она не гнулась, поднимая вверх по мере пропиливания. Пиление начинают с запила, после чего работают на полный размах полотна пилы, не нажимая на нее. Короткие заготовки распиливают начиная с одного конца, а затем, перевернув заготовку, с другого. Распиловку длинных досок (вдоль волокон) выполняют, опирая их концы на подставки (см. рис. 9).
Распиливая заготовку поперек волокон, отпиливаемый конец выдвигают за край верстака (рис. 12). До начала пиления выполняют запил, в процессе пиления следят за положением и наклоном пильного полотна и чтобы пропил был прямым, а отпиливаемая поверхность ровной.
Во избежание отщепа отпиливаемую часть заготовки (рис. 12,б) в конце пиления следует поддерживать рукой.
Для шиповых соединений или других деталей, требующих сопряжений под углом 45 или 90°, используют шаблон (стусло) (рис. 13, д). При многократном пользовании пропилы на стенке стусла могут стать чрезмерно широкими и оно не будет давать точного размера угла. Для продления долговечности стусла его боковые стенки выполняют из досок твердолиственных пород. Для торцовки досок (одной ширины) используют специальный шаблон (рис. 13,ж). Боковые стойки шаблона служат направляющими для пилы, их выполняют из твердой древесины. Для досок определенной ширины необходим индивидуальный шаблон.
Рис. 9. Подставки: а — деревянная с передвижной опорой: б — металлическая с роликом; в — деревянная с роликом
Рис. 11. Пиление лучковой пилой вдоль волокон при вертикальном закреплении материала
а — положение рук рабочего во время пиления; б — то же, ступней ног
Рис. 12. Поперечное пиление
а — приемы пиления;
б — поддерживание рукой отпиливаемой части в конце пиления
Рис. 13. Виды пиления
а —правильно; б — неправильно (угол пиления слишком большой);
в — занозистый пропил, из-за неправильного пиления возможны отщепы и повреждение кромок; г — пиление вдоль волокон ножовкой;
д — пиление лучковой пилой с использованием шаблона (стусла);
е — пиление узкой ножовкой через высверленные отверстия;
ж — шаблон для торцовки концов досок, уложенных в пакеты;
1 и 2 — боковые стойки — направляющие для пилы; 3 — доска, прикрепленная к стойкам; 4 — закрепляющий гвоздь вспомогательного устройства; деталь А — положение руки на раме лучковой пилы во время пиления
Распиловка древесины вручную допустима при небольших объемах работ. Применение электрических пил повышает производительность труда в 5... 10 раз, экономит рабочую силу и снижает производственные расходы. Дисковые электрические пилы массой 5... 12 кг удобны для работы на деревообрабатывающих предприятиях, в мастерских, на строительных площадках (рис. 14). Техническая характеристика дисковых пил ИЭ-5104, ИЭ-5106, ИЭ-5107 дана в табл. 4.
Работая с электропилой, ее подают вручную на распиливаемую заготовку. Перевернутую электропилу (пильным диском вверх) закрепляют болтами на верстаке, чтобы панель пилы была в уровне с плоскостью верстака. Защитный кожух снимают с электропилы и крепят к столу над дискам. В этом случае распиливаемый материал подают вручную к вращающемуся диску пилы. До начала работы с электрической дисковой пилой следует проверить выполнение требований техники безопасности.
Таблица 4. Техническая характеристика дисковых пил, применяемых в строительстве
| Показатель | Марка дисковой пилы | ||
| ИЭ-5104 | ИЭ-5106 | ИЭ-5107 | |
| Диаметр пильного диска, мм Наибольшая глубина пропила, мм Угол наклона пильного диска, град Ширина пропила, мм Частота вращения пильного диска, мин-1 Напряжение, В Мощность электродвигателя, кВт Габариты, мм: длина ширина высота Масса, кг | 200 70 0...45 2,5 2400 220/127 0,6 365 280 300 0,5 | 160 45 0...45 2,5 2900 220/127 0,37 252 352 226 5,0 | 200 65 0...45 2900 220/127 0,75 360 310 240 6,5 |
Рис. 14. Переносная электрическая дисковая пила
а — опиливание концов дощатого настила; 6 — выпиливание концевых шипов для соединения брусьев по длине (сращивания).
На деревообрабатывающих предприятиях при массовом производстве деталей применяют круглопильные станки (рис. 15). Основные части таких станков: рабочий стол (станина) и вал с пильным диском. Вращение вала происходит от электродвигателя через клиноременную передачу. На рабочем столе установлена направляющая линейка, регулирующая расстояние от пильного диска.
 Механические пилы и пиление на них. К ним относятся: круглопильный станок с гусеничной подачей, ленточнопильный станок, двухпильный концеравнительный станок, универсальный круглопильный станок и др.
Механические пилы и пиление на них. К ним относятся: круглопильный станок с гусеничной подачей, ленточнопильный станок, двухпильный концеравнительный станок, универсальный круглопильный станок и др.
Круглопильный станок с гусеничной подачей служит для продольной распиловки пиломатериалов после их торцовки по длине. Гусеничная подача продвигает деталь к диску пилы, прижимая ее специальными роликами к конвейеру. Электродвигатель вращает пильный диск. Вертикальное положение диска регулируется маховичком с рукояткой. Над диском пилы и роликами подачи установлен защитный кожух, предотвращающий травматизм.
Рис. 15. Стационарный круглопильный станок
Ленточнопильный станок ЛС80-3 применяют для криво- и прямолинейного пиления. Спаянную пильную ленту надевают на ведущий и ведомый шкивы, натягивая маховичком на суппорте верхнего натяжного шкива. В процессе работы тыльная сторона ленточной пилы упирается в ролики, что предупреждает ее смещение при значительных усилиях подачи распиливаемой заготовки. Нижний шкив, соединенный с электродвигателем и вмонтированный в нижнюю часть станины, является ведущим.Рабочий стол устанавливают под различными углами (до 45°) к направлению пиления, что позволяет пилить под любым углом к поверхности детали. Пиление детали выполняет часть пильной ленты, движущаяся вниз через разрез в стволе. Развод (отгиб) зубьев ленточной пилы в каждую сторону на 0,15...3 мм зависит от твердости древесины. В случае разрыва ленты ее сваривают, а место сварки зашлифовывают.
Инструменты для строгания и строгание. Для получения ровной, чистой и гладкой поверхности древесину строгают ручным или механическим способом.
Для ручного строгания древесины используют рубанки. Их подразделяют на рубанки для строгания плоских поверхностей и для строгания профильных поверхностей (рис. 16).
Рис. 16. Составные части рубанка
а — колодка; б — строгальный нож; в — клин; г — вставка;
1 — заплечики; 2 —щечки; 3 — леток; 4 —ложе; 5 — подошва;
6 — пролет (прорезь); 7 — рукоятка-рожок
Ножи рубанков изготовляют из стали У8А или У9А. Передняя часть колодки имеет деревянный рожок, а задняя часть колодки фуганка — ручку. Колодку и клин рубанка изготовляют из твердолиственных пород (груши, ясеня, клена, граба, бука, белой акации и др.). Колодки рубанка бывают из металла.
Шерхебель, рубанок одинарный и двойной, фуганок, полуфуганок, торцевой рубанок, цинубель применяют для строгания плоских поверхностей.
Шерхебель предназначен для грубого строгания. Им обрабатывают поверхность древесины после распиловки (рис. 17,а). Нож с лезвием овальной формы, вставленный в колодку под углом 40°, срезает толстую стружку. Ширина ножа — 30...40 мм.
Рубанок с одиночным ножом (рис. 17, б) предназначен для строгания после распиловки или обработки шерхебелем. Ширина ножа — 50 мм, лезвие прямое, угол резания — 45...480. Длина колодки рубанка 250 мм. Толщина стружки — 0,05...0,1 мм.
Рубанок с двойным ножом (рис. 17, в) отличается от одинарного рубанка тем, что к его ножу прикреплен стружколоматель, позволяющий получить более чистую поверхность. Нож вставляют в колодку под углом 60°. Конец стружколомателя, приближенный к лезвию резца, дает тонкую стружку и гладкую поверхность обработки. Плотное привинчивание стружколомателя винтом к ножу предотвращает защемление стружки. Угол резания рубанка с двойным ножом 45... 50°.
Поверхность, обработанная двойным рубанком, имеет лучшее качество, чем обработанная одинарным рубанком. Рубанок с двойным ножом применяют при строгании свилеватой древесины торцов заготовок.
 Фуганок (рис. 17, г) предназначен для строгания заготовок большой длины, с высокой чистотой обработки поверхности, например при выравнивании граней досок, сплачиваемых на клею. Длина колодки фуганка — 700 мм, ширина ножа — 60...70 мм. Сферически- цилиндрическая пробка в передней части колодки служит для выбивания ножа из летка после удара молотком.
Фуганок (рис. 17, г) предназначен для строгания заготовок большой длины, с высокой чистотой обработки поверхности, например при выравнивании граней досок, сплачиваемых на клею. Длина колодки фуганка — 700 мм, ширина ножа — 60...70 мм. Сферически- цилиндрическая пробка в передней части колодки служит для выбивания ножа из летка после удара молотком.
Фуганки с длиной колодки 500 мм называют полуфуганками. Они предназначены для строгания коротких деталей. Угол резания у фуганка и полуфуганка— 45...50о.
Двуручный рубанок (рис. 17, з) служит для грубого строгания. Он имеет две цилиндрические ручки для работы вдвоем, когда рабочие сидят на обрабатываемом материале лицом друг к другу. Ширина ножа такого рубанка — 60...70 мм.
Рис. 17. Ручные инструменты для строгания плоских поверхностей
а — шерхебель; б — одинарный рубанок; в — двойной рубанок (схематический продольный разрез); г — фуганок; д — нож двойного рубанка со стружколомателем: 1 — лезвие; 2 — фаска ножа; 3 — винт для установки и регулировки стружколомателя; 4 — стружколоматель; 5 — кромка стружколомателя; е — цинубель; ж — подошва и нож рубанка для обработки торцов; з — двуручный рубанок
Цинубель (рис. 17, е) применяют для увеличения площади склеивания перед облицовыванием за счет придания ей шероховатости. Кромка ножа цинубеля имеет мелкие зубцы. Угол резания 80°. Цинубель — это укороченный рубанок с одиночным ножом, если вставить нож со стружколомателем, то его можно использовать для строгания деталей под углом к торцу заготовки.
Цикли (рис. 18). Ими зачищают поверхность твердолиственных пород после строгания двойным рубанком (цинубелем с двойным ножом) или зачистки поверхности паркетных полов. Цикли изготовляют из полотна пилы. Их длина 150, ширина 60 и толщина 1 мм. Цикли имеют рукоятку. Их лезвие затачивают мелким напильником. Угол резания циклей — до 90°, позволяющий получить гладкую и ровную поверхность.
Рис. 18. Цикли
1 — нож; 2 — прижимная пластинка; 3 — накладка; 4 — лапа; 5 — рукоятка
Профильные поверхности строгают рубанком-горбачом, зензубелем, фальцгебелем, рубанком-галтелью, шпунтубелем, поперечным шпунтубелем и др.
Горбач (рис. 19, а, б) служит для строгания выпуклых и вогнутых поверхностей. Деталь с выпуклой поверхностью обрабатывают рубанком-горбачом с вогнутой подошвой, с вогнутой поверхностью — рубанком с выпуклой подошвой. Горбач имеет деревянную или металлическую колодку. Деревянные колодки, имеющие постоянную кривизну, менее удобны из-за ограниченности их применения. Горбачи с металлической колодкой, регулируемой винтами кривизной подошвы, более универсальны. Таким рубанком с ножом и стружколомателем строгают выпуклые и вогнутые поверхности различной кривизны и ровную поверхность. Ширина ножа — 50 мм. Длина колодки горбача — 250, ширина — 60 мм.
Зензубель (рис. 19, в) предназначен для отбора и зачистки фальцев и четвертей определенной ширины и глубины. Нож зензубеля имеет лопатку шире колодки, его устанавливают в колодку снизу под углом 45... 50° и закрепляют сверху клином. Длина колодки зензубеля — 200, высота — 80, ширина — 20... 30 мм.
Рис. 19. Рубанки и инструменты для профильного строгания
а — рубанок-горбач с вогнутой и выпуклой подошвами; б — металлический горбач с выпуклой подошвой; в — зензубель и его ножи (прямой и косой);
г — фальцгебель и его ножи; д — поперечные разрезы рубанков для профильного строгания; е—лезвие ножей для профильного строгания; ж—профиль лезвия ножа зензубеля и обработанная им деталь; з — рубанок- галтель; и — шпунтубель; к — поперечный шпунтубель; 1 — колодка;
2 — контргайки; 3— планка; 4 — гайки; 5 — болты
Фальцгебель (рис. 19, г) служит для выборки фальцев и четвертей определенной ширины и глубины. Ступенчатая подошва колодки снаружи имеет линейку, прижимаемую к кромке заготовки во время строгания, что и определяет ширину фальца. Линейка может составлять одно целое с колодкой рубанка или быть отдельной деталью (из дерева или металла), привинчиваемой к колодке. В этом случае ширину и глубину фальца (четверти) регулируют перестановкой линейки. Подошва фальцгебеля в отличие от зензубеля ступенчатая, его нож косой. Щечка на правой стороне подошвы фальцгебеля ограничивает ширину паза, а выступ на левой стороне — глубину паза. Длина колодки фальцгебеля — 200, ширина — 30, высота — 80 мм.
В столярных работах применяют ножи различного профиля. Для изготовления профильных деталей необходимы рубанок с колодкой и профильным ножом. Подошва колодки и лезвие ножа имеют форму, противоположную профилю обрабатываемой детали.
Ножи для профильного строгания имеют вогнутое (рис. 19, д) и дугообразное лезвие (рис. 19, е).
Рубанком с вогнутым лезвием ножа обрабатывают профильные рейки (штапики), ограждающие стыки, закругляют лицевую кромку деталей щитов, придают брускам профильную форму.
Дугообразные лезвия ножей (рис. 19, е) применяют для выборки в деталях пазов различной глубины и радиуса закругления.
Шпунтубель (рис. 19, и) предназначен для выборки прямоугольного паза и гребня на заданном расстоянии от кромки доски. По ширине паза в шпунтубель вставляют соответствующий нож. Шпунтубель — один из сложных столярных инструментов. Он состоит из колодки с ножом, направляющей планки и двух болтов с гайками и контргайками. Закрепленная на колодке стальная подошва шпунтубеля фиксирует глубину паза, размер ножа — ширину паза. Расстояние паза от кромки детали регулируется двумя болтами, которые закрепляют контргайками. Ширина паза 3...15 мм, для получения гребня на кромке детали используют федергебель. Он состоит из колодки и ножа П-образной формы или двух параллельных колодок с отдельными ножами.
Поперечный шпунтубель (рис. 19, к) применяют для выборки пазов шипового соединения (в ласточкин хвост) поперек волокон. Предварительно выполняют пропил по границе пазов шиповых соединений. Поперечный шпунтубель имеет колодку и резец в форме заточенного крюка, закрепленный в колодке сбоку клином или болтом.
Для строгания широких косых кромок, например филенок, из твердолиственных пород, используют рубанки с ножами до 90 мм, имеющие профильное лезвие и фигурную подошву колодки. Фигурный нож устанавливают под углом 15...20о к плоскости подошвы колодки, что улучшает качество обработки поверхности.
Строгание вручную применяют при небольших объемах работ.
До начала работы проверяют правильность установки и закрепления ножа в колодке рубанка. Лезвие должно выступать из подошвы колодки на 0,2...0,3 мм без перекоса, в шерхебеле — на 2...3 мм. Это зависит от породы и твердости обрабатываемой древесины. Для рубанков со стружколомателем или при профильном строгании выпуск лезвия очень мал, чтобы стружка не превышала толщину листа бумаги, что гарантирует высокое качество поверхности детали. Выпуск ножа в рубанке без стружколомателя несколько больше, так как его используют после обработки поверхности шерхебелем. Установку ножа и выпуск его из колодки рубанка проверяют на глаз. Небольшой перекос ножа устраняют легким ударом молотка по его боковой кромке. Для снятия ножа и клина из колодки рубанка ударяют молотком по торцу колодки (рис. 20). Рабочее место подготавливают до начала строгания. На верстаке не должно быть лишнего инструмента и деталей. До начала строгания осматривают заготовку и выявляют сторону (лучшего качества), принимаемую за лицевую. Строгание выполняют шерхебелем, одинарным и двойным рубанком, завершают фуганком, дающим непрерывную стружку со всей поверхности обрабатываемой заготовки. Ровность и чистоту обработки поверхности проверяют на глаз контрольной линейкой или угольником.

Рис. 20. Освобождение клина и ножа рубанка, положение рубанка, рук и поза рабочего во время строгания
Рис. 21. Проверка точности обработки строганой поверхности детали
а — на глаз; б — контрольными линейками; в — угольником
Остроганные заготовки по длине, ширине и толщине должны быть одинаковыми, не иметь искривлений. Эти дефекты опытный столяр определяет на глаз, как показано на рис. 21, а. При недостаточном опыте пользуются двумя контрольными линейками (рис. 21, б). Уложив линейки на концы остроганной поверхности, смотрят, чтобы верхние кромки линеек находились в одной плоскости. Если кромки линеек не в одной плоскости, то определяют место поверхности заготовки, подлежащее строганию. Качество строгания поверхности проверяют угольником. Отсутствие зазоров между угольником и проверяемой плоскостью заготовки свидетельствует о качественной обработке поверхности. Третью и четвертую стороны заготовки строгают, оставляя припуск до требуемого размера. Затем рейсмусом, ведя его вдоль остроганных граней, отмечают размер детали, убирая оставленный припуск строганием.Ручное строгание выполняют движением рук, что приводит к меньшей усталости. При строгании длинных заготовок движения работающего должны быть равномерными и непрерывными, и он должен передвигаться вдоль обрабатываемой детали. Имеет значение поза строгающего. Ступня левой ноги должна быть параллельна верстаку, а правая нога повернута под углом 70...80о к ступне левой ноги. Корпус во время строгания должен быть несколько согнут вперед.
При наклонном положении рубанка на концах заготовки (рис. 22,б) получаются закругления (брак). При обратном ходе рубанка заднюю часть колодки надо приподнять, чтобы не затупить резец.
Рис. 22. Строгание концов детали вдоль волокон
а — правильно; б — неправильно
При строгании торцов детали (поперек волокон) на ее концах возможны отщепы. Чтобы избежать их появления, деталь строгают с двух сторон до середины или зажимают ее вспомогательным бруском в верстаке, начиная строгать от детали в сторону вспомогательного бруска (рис. 23).Строгая свилеватые места, толстая стружка приводит к вырывам древесины. Работая шерхебелем, следят, чтобы остался припуск на дальнейшую обработку.
В настоящее время для строгания используют электрорубанки.
Рис. 23. Строгание торцов детали (поперек волокон)
а — с двух сторон до середины; б — со вспомогательным бруском
Фуговальные станки и машинное строгание. Фуговальные станки используют: для строгания брусков, досок и другого пиломатериала с одной стороны, с двух и четырех сторон.Стационарный фуговальный станок И-24 более мощный, чем переносной станок И-25 (см. табл. 5), используемый как стационарный и переносной. Корпус строгального станка прикреплен болтами к основанию. На панели станка И-24 прикреплена направляющая линейка. Скорость вращения ножевого вала 20 м/с. Толщина снимаемой стружки у мягких пород (сосна, ель, осина и др.) 1...1.5 мм, у твердых пород (дуб, бук, клен и др.) — до 0,5 мм. Во избежание перегрузки и перегрева электродвигателя скорость подачи заготовок из мягкой древесины не более 5...7 м/мин, а заготовок твердых пород — 2...3 м/мин. Превышение скорости подачи заготовок приведет к волнообразной поверхности обработки (рис. 24,4).
Техническая характеристика фуговальных станков дана в табл. 5.
| Показатель | Марка станка | ||
| И-24А | И-24 | И-25 | |
| Наибольшая ширина строгания, мм | 100 | 100 | 60 |
| Наибольшая глубина строгания, мм | 2 | 2 | 1,5 |
| Мощность электродвигателя, кВт | 0,65 | 0,38 | 0,13 |
| Напряжение электродвигателя, В | 220/127 | 220/127 | 220/127 |
| Частота вращения электродвигателя, мин-1 | 2800 | 2800 | 2800 |
| Габариты, мм: |
|
|
|
| длина | 540 | 550 | 365 |
| ширина | 218 | 230 | 196 |
| высота | 220 | 217 | 155 |
| Масса без кабеля, кг | 13 | 15 | 7,5 |

Устройство для автоматической подачи заготовок смонтировано на рабочем столе фуговального станка. Его устанавливают под любым углом к ножевому валу, рабочему столу или направляющей линейке. Устройством для автоматической подачи заготовок оснащены не только фуговальные, но и круглопильные, фрезеровальные, ленточнопильные и шлифовальные станки.
Рейсмус СР-12 предназначен для строгания досок по толщине. Он имеет односторонний ножевой вал, укрепленный под столом.
Комплект режущего инструмента фуговального станка С26-2, предназначенного для обработки половых досок, представлен на рис. 25.
Нижним ножевым горизонтальным валом строгают лицевую сторону половой доски, используя цилиндрический вал (диаметром 180 мм) с четырьмя ножами (рис. 25, а). На правом вертикальном валу установлена фреза для выборки паза (рис. 25,б). На левом имеется фреза гребня (рис.25,в). Верхний ножевой горизонтальный вал выбирает небольшое углубление на тыльной плоскости половой доски.
Установку и наладку вертикальных фрез, ножевых горизонтальных валов и направляющей линейки ведут по эталону половой доски (рис. 26,2). Направляющие линейки устанавливают по ширине эталонной доски. Между эталонной доской и неподвижной линейкой кладут прокладки. Их ширина равна ширине половых досок.
Рис. 24. Углы резания двухножевого вала
строгального станка
1 — корпус ножевого вала; 2 — нож; 3 — клин для закрепления ножа;
4 — волнистая поверхность обработки
Таблица 5. Техническая характеристика электрических фуговальных станков
Рис. 25. Комплект режущего инструмента фуговального станка С26-2, предназначенного для обработки досок пола
а — фрезерная головка с прямыми ножами; б — то же, составная (прорезная); в — составная (пазовая)
Рис. 26. Схема фуговального станка С26-2 для строгания и профилирования досок пола
а — положение вертикальных валов; б — положение верхнего горизонтального ножевого вала; 1 — поверхность рабочего стола; 2 — эталонные детали; 3 — гайка для закрепления фрезы; 4 — винт регулировки фрез по высоте; 5 — переставляемые направляющие линейки; 6 — неподвижная направляющая линейка; 7 — прокладка
Рис. 27. Наиболее характерные виды гнезд
1 — выфрезерованное гнездо; 2 — выфрезерованный паз; 3 — высверленное отверстие; 4 — то же о уплотненным краем; 5 — продолговатое гнездо, полученное на сверлильно-маятниковом станке; 6 — гнездо, полученное на цепнодолбежном станке; 7 — гнездо, полученное сверлильно-долбежным
инструментом
Качество строгания зависит от заточки и точности установки ножей. Правильно установленные и острые ножи вала гарантируют качество строгания.
Строгальные ножи изготовляют из стали толщиной от 3 мм, шириной 25, 32, 40 и 45 мм и длиной до 1610 мм. Ножи одного вала должны быть одинаковыми по размерам и массе, что определяют балансировочными весами ПИ-6 или ПИ-12.
Строгальные ножи в процессе работы затупляются, тогда их заменяют новым комплектом заточенными лезвиями. При строгании массивных заготовок ножи заменяют через 4 ч работы, при строгании деталей, склеенных искусственными смолами, — через 3,3 ч, стружечных плит — через 1,8...2 ч работы.
Фрезерные станки и фрезерование. На фрезерном станке получают криволинейные, фасонные и профильные поверхности деревянных деталей, нередко сложной конфигурации. Фрезерный станок заменяет шипорезный и выполняет пиление. Обрезной пиломатериал на фрезерном станке можно строгать, выбирать паз или гребень и шлифовать. Щиты и рамки обрабатывают по наружному контуру, нарезку шипов и проушин выполняют на станках с шипорезной кареткой. Гнезда под шипы различной формы и глубины получают с помощью фрезерования, сверления и долбления (рис. 27).
Длинные и узкие гнезда и пазы и пазухи между шипами получают фрезерованием. Цилиндрические отверстия различного диаметра и глубины получают сверлением. Для получения требуемой формы гнезда необходима переналадка станка, например сверлильно-маятниковом станком выбирают гнезда продолговатой формы. Их получают и на фрезерном станке с помощью соответствующей фрезы.
И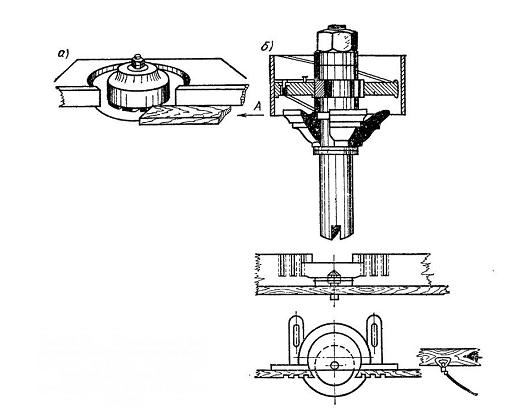 меются одно- и двухшпиндельные фрезерные станки. Широко применяют фрезерные одношпиндельные станки с вертикальным и выдвинутым над поверхностью стола шпинделем. Фрезерные станки выпускают с ручной и механической подачей.
меются одно- и двухшпиндельные фрезерные станки. Широко применяют фрезерные одношпиндельные станки с вертикальным и выдвинутым над поверхностью стола шпинделем. Фрезерные станки выпускают с ручной и механической подачей.
Рис. 28. Ограждение режущего инструмента на фрезерном станке, закрепляемое на рабочем валу
а — конусное; б — цилиндрическое
Фрезерный станок ФА-4 снабжен автоматической подачей и комплектом выключателей для управления его работой. На станине смонтирован рабочий стол. Суппорт рабочего вала перемещается по направляющим в вертикальном направлении. Стружка поглощается эксгаустерной установкой. Фреза закреплена на шпинделе рабочего вала. Прижимное устройство подает шаблон с деталью к фрезе, вращающейся от электродвигателя. Нажав педаль, обработанную деталь снимают и подают следующую. На рабочем столе при фрезеровании прямолинейных деталей устанавливают направляющую линейку. Ее устанавливают на столе в любом положении.
Ограждение рабочего вала обязательно во всех фрезерных станках. Способы ограждения показаны на рис. 28.
Рис. 29. Режущий инструмент фрезерных станков
а — патроны; б — цилиндрические ножевые головки с прямыми и косыми резцами;
в — диск с тремя резцами; г — цельная фреза; д — составные фрезы;
е — прорезная двухзубая фреза; ж — проушечный диск
Опасный момент при фрезеровании — это первое соприкосновение заготовки с режущим инструментом. Поэтому подачу заготовок производят плавно, без толчков. Различные фрезы даны на рис. 29.Долбежный инструмент и долбление. К ручным инструментам относятся долото и стамеска. Долото — это стальной стержень трапецеидальной формы, нижняя часть которого заканчивается резцом, а верхняя— заплечиками и конусообразным хвостовиком для рукоятки из твердых лиственных пород (рис. 30, а). Лезвие долота перерезает древесину после удара деревянным молотком по рукоятке. Для защиты рукоятки долота от ударов молотка на ее концы надевают металлические кольца. Длина долота вместе с рукояткой 25...30 см.
 Стамеска в отличие от долота несколько тоньше (3...4мм) (рис. 30, б, в, г, д, е). Бывают долота для глубокого долбления. Стамески плоские, обыкновенные, универсальные и полукруглые. Долота изготовляют из стали квадратного сечения, а стамески — из плоской. Столяры работают стамесками шириной 6, 8, 10, 12, 15, 18 и 20 мм, плотники даже до 50 мм. Стамески имеют одностороннюю заточку резца, а долота имеют и двустороннюю.
Стамеска в отличие от долота несколько тоньше (3...4мм) (рис. 30, б, в, г, д, е). Бывают долота для глубокого долбления. Стамески плоские, обыкновенные, универсальные и полукруглые. Долота изготовляют из стали квадратного сечения, а стамески — из плоской. Столяры работают стамесками шириной 6, 8, 10, 12, 15, 18 и 20 мм, плотники даже до 50 мм. Стамески имеют одностороннюю заточку резца, а долота имеют и двустороннюю.
Стержень долота квадратного сечения (рис. 30, а) предназначен для выборки глубоких пазов.
Плоские стамески (рис. 30,б) на передней плоскости стержня имеют две фаски. Их применяют для зачистки гнезд, чистой обработки, снятия фасок, резки криволинейных поверхностей, выравнивания торцов половых досок, если их нельзя выполнить рубанком. Правой рукой в ходе работы лезвие стамески двигают вперед-назад, левой рукой прижимают стержень к обрабатываемой поверхности. При выдалбливании гнезд стамеской (рис. 26, б) используют молоток.
Рис. 30. Долбежный инструмент
а — долото; б — плоская стамеска; в — обыкновенная стамеска;
г — клиновидное долото; д — полукруглая стамеска;
е — широкая стамеска с ограничителем глубины долбления
Обыкновенная стамеска (рис. 30, б) имеет плоский стержень с односторонней заточкой 18...25°, шириной 12...25 мм. Ее применяют для выдалбливания гнезд и отверстий. Предварительно размечают места выдалбливания. Для сквозных отверстий разметку выполняют с обеих сторон детали. Гнезда в тонких деталях выдалбливают, соединяя их в пакеты. При долблении детали надежно закрепляют.Широкая стамеска аналогична обыкновенной, имеет ширину 25...50 мм с ограничителем глубины (рис. 30, е), что позволяет выдавливать пазы под петли.
Клиновидное долото имеет изогнутый стержень (рис. 30,г), деревянная рукоятка забита в гнездо верхней части, нижняя клиновидная часть стержня сплющена и завершается лезвием. Его используют для выдалбливания глубоких гнезд и в качестве рычага для очистки гнезда от остатков древесины.
Полукруглая стамеска (рис. 30, д) имеет полукруглый стержень шириной 6, 8, 12, 15, 18, 20, 25, 30 и 40 мм и угол заточки 30°. Ширину лезвия определяют по прямой между его концами. Полукруглыми стамесками выдалбливают криволинейные гнезда и отверстия, обрабатывают фигурные поверхности. Производительность труда и степень усталости зависят от умения правильно держать долбежный инструмент и правильной осанки рабочего во время работы. Заточку инструмента периодически проверяют и при необходимости затачивают.
Скобель применяют для ошкуривания бревен и пиломатериалов (рис. 31).
Сверла, сверление и долбление. Сверление — это выборка круглых отверстий и гнезд под шипы, шурупы и болты или сучков с последующей заделкой их деревянными пробками. Применяют ручной и электрический сверлильный инструмент. Сверла, применяемые столярами и плотниками, показаны на рис. 33.
Ложечные сверла (рис. 33, а) предназначены для сверления отверстий под болты и шипы. Они имеют две заточенные боковые кромки (лезвия), сверлящие, режущие древесину при вращении сверла в обе стороны. В древесину сверло углубляется под нажимом сверху. Очищают сверло от стружки, вынимая его из отверстия.
Раковинообразное сверло (бурав) (рис. 33, б) со спиральным наконечником углубляется в древесину без нажима сверху, выталкивая стружку.
Рис. 32. Применение плоской стамески
а — резание; б — резание по линейке; в, г — образование фаски вдоль детали и в торце;
д, е, ж — образование гнезда в детали
Рис. 31. Скобель
Шилообразное сверло (рис. 33, в) применяют для получения отверстий под шурупы. Оно аналогично трехгранному шилу и поворотом сверла налево, направо сверлит древесину.
Центровое сверло с плоской головкой (перовое сверло) (рис. 33, г) предназначено для цилиндрических отверстий под вставные круглые шипы. В нижней части оно имеет лопатку с шилообразным центром и дугообразным резцом, подрезающим древесину по окружности отверстия. Плоский резец лопатки горизонтально подрезает древесину в виде спиральной стружки по окружности и углубляясь в древесину.
 Винтовое сверло (рис. 33, д) имеет винтовой стержень, заканчивающийся двумя резцами. Конусообразный винт в центре сверла ввинчивает сверло в древесину. Стружка из отверстия выбрасывается винтом.
Винтовое сверло (рис. 33, д) имеет винтовой стержень, заканчивающийся двумя резцами. Конусообразный винт в центре сверла ввинчивает сверло в древесину. Стружка из отверстия выбрасывается винтом.
Спиральное (шнековое) сверло (рис. 33, е) имеет стержень, 2/з длины которого в виде винтообразной спирали. Конусообразный винт на конце направляет сверло в древесину, дугообразные плоские резцы углубляют его в древесину. Такое сверло применяют при механическом сверлении.
Рис. 33. Сверла
а — ложечное; б — раковинообразное (бурав); в — шилообразное; г — центровое с плоской головкой (перка); д — винтовое; е — спиральное (шнековое); эк — штопорное; з — пробочное; и — зенковочное (зенковка коническая)
Штопорное сверло (рис. 33, ж) в виде стальной спиральной ленты. Оно заменяет шнековое.Пробочное сверло (рис. 33, з) предназначено для высверливания сучков. Его рабочая часть представляет цилиндр с круговым подрезателем и с диаметральной стенкой (резцом) внутри цилиндра. Пробочное сверло применяют при сверлении на станках.
Зенковочное сверло (зенковка коническая) (рис. (рис. 33, и) в рабочей части имеет вид конуса с продольными канавками к центру. Такое сверло рассверливает верхнюю часть отверстий под головки шурупов и болтов.
При сверлении отверстий сверлу придают вращательное и поступательное движение. Это выполняют с помощью коловорота (рис. 34,а).
Коловорот имеет П-образный коленчатый стержень круглого сечения с рукояткой в средней части. Верх коленчатого стержня завершает вращающаяся рукоятка — головка, низ — патрон для закрепления сверла. Коловорот дополняет храповик для работы правыми и левыми сверлами.
Ручная дрель (рис. 34,б) с зубчатой передачей служит для выборки отверстий различных диаметров. Сверло закрепляют в патроне. За счет зубчатой передачи скорость сверления ручной дрели превышает скорость сверления коловоротом. При работе дрелью левой рукой нажимают на рукоятку, вращая правой рукоятку привода зубчатой передачи. При этом дрель нельзя наклонять, чтобы не сломать сверло.
Коловорот с трещоткой (храповиком) (рис. 34, г) применяют в труднодоступных местах, когда коленчатой рукоятке невозможно сделать полный оборот. За счет храповика сверло в патроне вращается в одну сторону, а коленчатая рукоятка коловорота передвигается туда и обратно.
Винтовая (спиральная) ручная дрель (рис. 34, в) имеет спиральный стальной стержень с патроном для закрепления сверла и вращающейся головки на другом конце. На спиральный стержень надета рукоятка с внутренней резьбой, аналогичной резьбе стержня. Передвигая рукоятку вдоль стержня, сверло в патроне, вращаясь, будет высверливать отверстие. Винтовую дрель применяют для отверстий диаметром до 5 мм.
Сверлильные станки и механическое сверление. Сверлильные станки по расположению рабочего вала подразделяют на вертикальные и горизонтальные, а по их числу — на одношпиндельные и многошпиндельные.
У ручной сверлильной машины электродвигатель непосредственно соединен со шпинделем (рис. 35). Для работы имеются две рукоятки.
Рис. 34. Инструмент для сверления
а — коловорот; б — ручная дрель с зубчатой передачей:
в—спиральная ручная дрель;
г — коловорот с трещоткой;
1 — патрон; 2 — рукоятка;
3 — рукоятка привода; 4 — зубчатая передача;
5—сверло
Вертикальный сверлильный станок СвА с автоматической подачей является универсальным, так как позволяет сверлить любые отверстия. Этот станок имеет и другую модификацию, позволяющую использовать ручную подачу. При присоединении к рабочему столу сверлильного станка платформы (суппорта) с боковым движением и установкой концевой фрезы вместо сверла возможна выборка продольных гнезд.Горизонтальный сверлильный станок СвГД-3 предназначен для выборки горизонтальных продольных гнезд. Он имеет станину, рабочий вал, пружину, рабочий стол и суппорт. Обрабатываемую деталь неподвижно закрепляют пружиной, надвигая на нее шпиндель со сверлом. Рабочий стол в горизонтальном направлении передвигают рукояткой, в вертикальном — маховичком. Механизм подачи у отдельных станков устроен иначе — рабочий вал со сверлом, обрабатывающий деталь, закреплен неподвижно.
Ручная сверлильная машина револьверного типа И-90 применяется для сверления отверстий глубиной до 200 мм и диаметром до 15 мм. Ее используют для шлифования и полирования при установке соответствующей насадки.
Ручная электрическая сверлильная машина «Альбина» (рис. 36) рассчитана для индивидуальных застройщиков. Она удобна тем, что не требует трехфазного электрического тока. Рабочий цикл сверлильной машины 10 мин (6 мин работы и 4 мин — перерыв).
| Электродвигатель: Характеристика электрического тока . . | однофазный переменный ток |
| Напряжение, В | 200/127 |
| Скорость вращения рабочего вала, частота вращения, об/мин | 2500 |
| Наибольший диаметр высверленного отверстия встали марки 45, мм | 6 |
| Наибольший диаметр высверленного отверстия в алюминии, древесине и другом материале, мм . | 9 |
| Напряжение для проверки изоляции | 4000 |
 Цепно-долбежные станки и механизированное долбление. Цепно-долбежным станком И-1 выбирают прямоугольные отверстия и гнезда. Основные части такого станка—электродвигатель и фрезерная цепь. Подъемный механизм включает направляющую линейку, пружины и систему рычагов. На ведущую звездочку, закрепленную на валу электродвигателя, надевают фрезерную цепь требуемой ширины. Цепь движется по направляющей линейке с роликом в нижней части.
Цепно-долбежные станки и механизированное долбление. Цепно-долбежным станком И-1 выбирают прямоугольные отверстия и гнезда. Основные части такого станка—электродвигатель и фрезерная цепь. Подъемный механизм включает направляющую линейку, пружины и систему рычагов. На ведущую звездочку, закрепленную на валу электродвигателя, надевают фрезерную цепь требуемой ширины. Цепь движется по направляющей линейке с роликом в нижней части.
Фрезерную цепь натягивают, передвигая маховичком направляющую линейку с роликом. Ее натяжение проверяют, оттягивая ее от направляющей линейки на 6...8 мм. Ограничитель глубины долбления свободно перемещается по направляющей станине.
Включив электродвигатель и нажимая на рычажное приспособление (ручку), электродолбежник опускают вместе с линейкой и натянутой цепью вниз. Цепь, скользя по направляющей линейке, врезается в древесину, образуя продолговатое гнездо, шириной, равной толщине фрезерной цепи. Для гнезд определенной ширины подбирается соответствующая цепь. Электродвигатель с фрезерной цепью в исходное положение возвращается под воздействием пружины и рычага.
Шипорезные станки и механизированная нарезка шипов. Шипорезные станки бывают односторонние и двусторонние, по назначению — рамные шипорезные и ящичные шипорезные. Для угловых соединений окон, дверей и ворот применяют рамные шипорезные станки. Детали мебельных конструкций изготовляют на ящичных шипорезных станках.
Шипорезным станком МД-10 нарезают рамные шипы (в брусках или щитах) одновременно с двух концов. Станок имеет неподвижную станину, прижимное гусеничное устройство, гусечничный конвейер подачи, передвижную станину с механизмом подачи и редуктор. Станок оснащен восемью рабочими валами, имеющими шпиндели с режущим инструментом. Обрабатываемые детали подают к режущим шпинделям с помощью конвейера подачи и прижимного устройства. Обработанные детали выносятся конвейером подачи на другую сторону станка.
 При переоборудовании шипорезного станка на нем изготовляют различные пазы (рис. 37).
При переоборудовании шипорезного станка на нем изготовляют различные пазы (рис. 37).
Рис. 37. Долбление фрезерной цепью
а — цепи различной ширины; б — форма зубьев цепи; в — схема резания фрезерной цепью: 1— при поступательном движении цепи; 2 — при удлинении гнезда; толщина стружки, отделяемой фрезерной цепью, заштрихована







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

