Россия, Кинешма


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 05.09.2025 08:56
андрианов александр викторович
мастер производственного обучения
55 лет
Местоположение
Специализация
Квалификационный экзамен
Категория:
Технология
25.01.2022 08:26

Просмотр содержимого документа
«Квалификационный экзамен»
Департамент образования Ивановской области
Областное государственное бюджетное профессиональное
образовательное учреждение
«Кинешемский политехнический колледж»
ФОНД
ОЦЕНОЧНЫХ СРЕДСТВ
для проведения экзамена квалификационного
Профессиональный модуль ПМ.03 ЭЛЕКТРОГАЗОСВАРКА
Коды формируемых компетенций ОК 1-9, ПК 3.1 -3.4 .
Междисциплинарный (е) курс (ы) МДК 03.01« Технология электросварочных и газосварочных работ»
в рамках программы подготовки специалистов среднего звена
по профессии 08.01.14
«Монтажник санитарно-технических, вентиляционных систем
и оборудования»
Кинешма 2020 г
| Рассмотрено и одобрено на заседании методического объединения «Профессиональная подготовка» Протокол № 1от «28» августа 2020 г. Руководитель _______________________Л.В. Акинфиева |
| Утверждаю: Директор ОГБПОУ «Кинешемский политехнический колледж»
___________________В.Н. Поваров «_____» ________________ 2020г.
|
Утверждена на заседании педагогического совета
протокол № 1 от «29» августа 2020 г.
Общие положения
Экзамен (квалификационный) по профессиональному модулю
ПМ.03 ЭЛЕКТРОГАЗОСВАРКА
Условием допуска к экзамену (квалификационному) является успешное освоение обучающимися всех элементов программы профессионального модуля ПМ.03 ЭЛЕКТРОГАЗОСВАРКА – междисциплинарный курс МДК 03.01 « Технология электросварочных и газосварочных работ» учебной и производственной практик, а также положительная характеристика и рекомендации работодателя. Контроль освоения МДК и прохождения практики направлен на оценку результатов преимущественно теоретического обучения и практической подготовленности. Обучающиеся допускаются до экзамена (квалификационного) приказом директора.
Экзамен (квалификационный) проводится как процедура внешнего оценивания результатов освоения обучающимися профессионального модуля (вида профессиональной деятельности) с участием представителей работодателя.
Экзамен (квалификационный) выявляет готовность обучающегося к выполнению определенного вида профессиональной деятельности и сформированность у него компетенций, указанных в разделе «Требования к результатам освоения основной профессиональной образовательной программы» ФГОС СПО. Итогом проверки является однозначное решение: «Вид профессиональной деятельности «Технология электросварочных и газосварочных работ» освоен/не освоен».
Порядок и условия проведения экзамена (квалификационного)
Виды и условия проведения экзамена (квалификационного) определяются колледжем. Форма и процедура проведения экзамена (квалификационного) доводится до обучающихся в течение первых двух месяцев от начала обучения.
Экзамен (квалификационный) по профессиональному модулю проводится в день, освобожденный от других видов учебных занятий в счет времени, отведенного учебным планом на итоговую аттестацию.
Преподаватель МДК модуля и мастер производственного обучения подготавливают пакет документов, являющихся основанием для проведения экзамена (квалификационного):
рабочая программа профессионального модуля;
программы учебной и производственной практики;
комплект контрольно-оценочных средств по профессиональному модулю;
методическое обеспечение (методические рекомендации обучающимся по подготовке и процедуре сдачи экзамена (квалификационного);
журналы теоретического и производственного обучения учебной группы;
протокол итогов учебной практики;
аттестационные листы с указанием видов работ, выполненных обучающимся во время учебной практики, их объема, качества выполнения в соответствии с технологией;
протокол итогов производственной практики;
характеристики профессиональной деятельности обучающихся во время производственной практики;
дневники производственной практики обучающихся;
перечень наглядных пособий, материалов справочного характера, нормативных документов, разрешенных к использованию на экзамене (квалификационном);
раздаточный материал для проведения экзамена
(квалификационного) (задания для экзаменующихся);
пакет экзаменатора;
оценочные ведомости по экзамену (квалификационному) на каждого обучающегося;
экзаменационная ведомость.
Форма проведения экзамена по модулю (модулям) определяется комплектом контрольно-оценочных средств.
Состав экзамена (квалификационного)
Экзамен (квалификационный) состоит из:
выполнение комплексного практического задания При выполнении комплексного практического задания оценка производится путем сопоставления усвоенных алгоритмов деятельности с заданным эталоном деятельности.
защита производственной практики; оценка производится путем разбора данных аттестационного листа (характеристики профессиональной деятельности обучающегося на практике) с указанием видов работ, выполненных во время практики, их объема, качества выполнения в соответствии с технологией и требованиями организации, в которой проходила практика.
Задания для экзамена (квалификационного) состоят из:
задания, проверяющие освоение группы компетенций, соответствующих определенному разделу модуля;
4.Структура экзаменационной комиссии для проведения
экзамена (квалификационного)
Экзамены принимаются экзаменационной комиссией, утвержденной приказом директора, с привлечением представителей работодателя. Экзаменационная комиссия организуется по каждому профессиональному модулю или единая для группы родственных профессиональных модулей.
Экзаменационную комиссию возглавляет председатель, который организует и контролирует деятельность комиссии, обеспечивает единство требований к обучающимся. Председателем комиссии для проведения экзамена (квалификационного) является представитель работодателя. Экзаменационная комиссия формируется из числа педагогических работников училища.
Контрольно–оценочные материалы для проведения экзамена (квалификационного)
Контрольно-оценочные материалы для экзамена (квалификационного) рассматриваются на методических комиссиях и утверждаются заместителем директора по учебно-производственной работе.
Задания на проверку усвоения необходимого материала носят комплексный характер и максимально приближенные к ситуации профессиональной деятельности.
Контрольно-оценочные материалы для экзамена (квалификационного) имеют следующую структуру: паспорт, задание для экзаменующихся, пакет экзаменатора.
ФОНД ОЦЕНОЧНЫХ СРЕДСТВ ДЛЯ ЭКЗАМЕНА КВАЛИФИКАЦИОННОГО
ПАСПОРТ
Назначение:
ФОС для квалификационного экзамена предназначен для контроля и оценки результатов освоения профессионального модуля ПМ.03 ЭЛЕКТРОГАЗОСВАРКА
Профессиональные компетенции:
ПК 3.1. Производить электродуговую сварку металлических конструкций различной сложности.
ПК 3.2. Производить газовую сварку и резку металлических конструкций различной сложности.
ПК 3.3. Осуществлять контроль качества сварочных работ.
ПК 3.4. Производить испытания сварных швов.
Оценивание происходит на основе продукта практической деятельности.
Для определения оценки сформированности компетенций ПК 3.1. Производить электродуговую сварку металлических конструкций различной сложности.
используются этапы 1-4 практического задания №1 - таблица №1
Для определения оценки сформированности компетенции ПК 3.2. Производить газовую сварку и резку металлических конструкций различной сложности.
используются этапы 1-5 практического задания №2 - таблица №3
Для определения оценки сформированности компетенций ПК 3.3. Осуществлять контроль качества сварочных работ.
используются этапы 1-5 практического задания №3 - таблица №5
Для определения оценки сформированности компетенций ПК 3.4. Производить испытания сварных швов.
используются этапы 1-5 практического задания №4 - таблица №7
Во время выполнения работы студент обязан пользоваться слесарным и измерительным инструментом.
Критерии оценивания комплексного экзамена по профессиональному модулю ПМ.03 ЭЛЕКТРОГАЗОСВАРКА по компетенциям в таблицах1-8
Время выполнения задания №1 - 60 минут
Время выполнения задания №2 - 50 минут
Время выполнения задания №3 - 50 минут
Время выполнения задания №4 - 20 минут
График проведения квалификационного экзамена устанавливается в соответствии с графиком учебного процесса.
Формой проведения квалификационного экзамена является квалификационный экзамен, который проводится непосредственно после завершения обучения по профессиональному модулю.
Итогом квалификационного экзамена является однозначное решение: «вид профессиональной деятельности «освоен/не освоен».
Для положительного заключения по результатам квалификационного экзамена по профессиональному модулю установлен показатель, при котором принимается решение по освоению/не освоению вида профессиональной деятельности, – не менее 70 %.
При отрицательном заключении хотя бы по одному показателю оценки результата освоения профессиональных компетенций принимается решение «Вид профессиональной деятельности не освоен».
При наличии противоречивых оценок по одному и тому же показателю при выполнении разных видов работ, решение принимается в пользу экзаменующегося.
Результаты квалификационного экзамена оформляются в соответствии с инструктивно-регламентирующими документами квалификационной аттестации: решение аттестационно - квалификационной комиссии фиксируется в оценочном листе студента, протоколе экзамена (квалификационного)
Пример оформления задания
Проверяемые компетенции:
ПК 3.1. Производить электродуговую сварку металлических конструкций различной сложности.
Задание 1
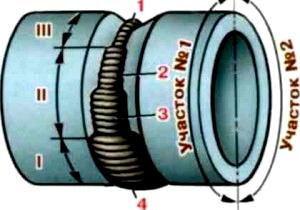
Выполнить ручную дуговую сварку трубы при вертикальном поворотном положении стыка, диаметром 70мм с толщиной стенки 3 мм из стали ВСт3пс.
Этап 1. Подготовка металла к сварке
Произвести зачистку поверхности металла от грязи, масла, краски и окалины и других загрязнений;
Этап 2. Выбор режима и техники сварки труб
Подобрать технику сварки корневого и облицовочного шва;
Выбрать основные и вспомогательные параметры режима дуговой сварки корневого шва;
Выбрать основные и вспомогательные параметры режима дуговой сварки облицовочного шва
Этап 3. Способ выполнения ручной дуговой сварки трубы при вертикальном поворотном положении стыка
Выполнить ручную дуговую сварку коневого шва трубы при вертикальном поворотном положении стыка
Выполнить ручную дуговую сварку облицовочного шва трубы при вертикальном поворотном положении стыка
Этап 4. Контроль качества сварки.
Произвести визуальный контроль сварных швов;
Зачистить и устранить поверхностные дефекты сварных швов после сварки.
Проверяемые компетенции:
ПК 3.2. Производить газовую сварку и резку металлических конструкций различной сложности.
Задание 2
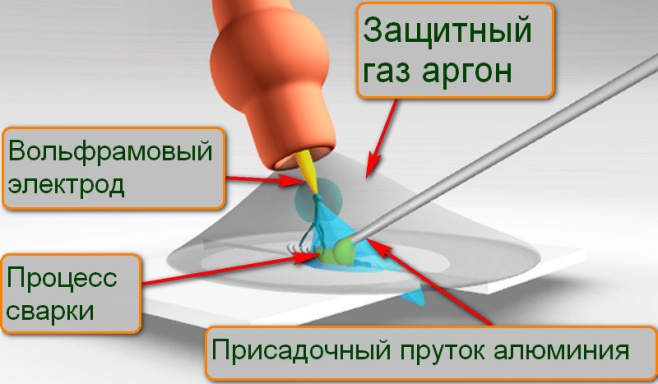
Выполнить аргонодуговую сварку пластин из алюминия в нижнем и горизонтальном положениях сварного шва

Этап 1. Подготовка поверхности к сварке
Произвести зачистку поверхностей кромок и прилегающую зону от грязи, масла, краски и окалины и других загрязнений
Этап 2. Выбор сварочного материала
Выбрать материалы для полуавтоматической сварки в среде аргона, в зависимости от положения стыка (подобрать тип, марку и диаметр присадочной проволоки).
Этап 3. Выбор режима и технологии аргонодуговой сварки
Подобрать технологию сварки таврового соединения в нижнем положении шва;
Подобрать технологию сварки углового соединения в горизонтальном положении шва;
Подобрать основные и вспомогательные параметры режима полуавтоматической сварки в среде аргона для нижнего шва;
Подобрать основные и вспомогательные параметры режима полуавтоматической сварки в среде аргона для горизонтального шва;
Этап 4. Способ выполнения аргонодуговой сварки пластин из алюминия в нижнем и горизонтальном положениях сварного шва
Выполнить аргонодуговую полуавтоматическую сварку таврового соединения из алюминия в нижнем положении шва
Выполнить аргонодуговую полуавтоматическую сварку углового соединения из алюминия в горизонтальном положении шва
Этап 5. Контроль качества сварки.
Произвести визуальный контроль сварных швов;
Зачистить и устранить поверхностные дефекты сварных швов после сварки.
Проверяемые компетенции:
ПК 3.3. Осуществлять контроль качества сварочных работ.
Задание 3
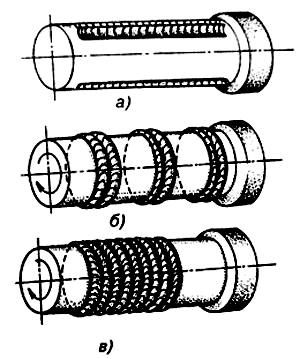
Выполнить дуговую износостойкую наплавку на цилиндрические поверхности поперечными валиками вдоль образующей
Этап 1. Подготовка поверхности к наплавке
Произвести зачистку поверхности от грязи, масла, краски и окалины и других загрязнений;
Произвести обезжиривание поверхности под наплавку.
Этап 2. Выбор наплавочного материала
Выбрать материалы для дуговой наплавки (подобрать тип, марку и диаметр наплавочного электрода).
Этап 3. Выбор режима и техники наплавки
Подобрать технику наплавки, которая обеспечит хорошее формирование наплавленного слоя.
Выбрать основные и вспомогательные параметры режима дуговой наплавки.
Этап 4. Способ выполнения наплавки
Выполнить поверхностную (износостойкую) наплавку на цилиндрические поверхности поперечными валиками вдоль образующей
Этап 5. Контроль качества наплавки
Произвести визуальный контроль наплавленных слоев;
Зачистить и устранить поверхностные дефекты наплавленных слоев
Проверяемые компетенции:
ПК 3.4. Производить испытания сварных швов.
Задание 4
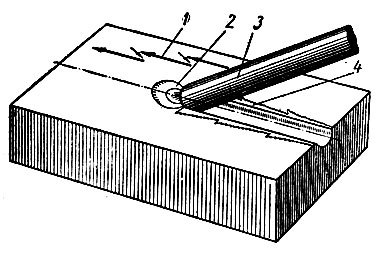
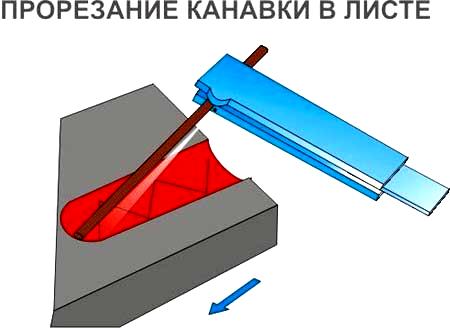
Выполнить поверхностную дуговую резку канавки в стальной пластине в нижнем положении
Этап 1. Подготовка поверхности к резке
Произвести зачистку места под резку и прилегающую зону от грязи, масла, краски и окалины и других загрязнений;
Этап 2. Выбор сварочных материалов
Выбрать материалы для дуговой резки (подобрать тип, марку и диаметр электрода);
Этап 3. Выбор режима и техники дуговой поверхностной резки канавок
Подобрать технику дуговой поверхностной резки канавок.
Выбрать основные и вспомогательные параметры режима дуговой поверхностной резки канавок
Этап 4. Способ выполнения поверхностной дуговой резки канавки в стальной пластине в нижнем положении
Выполнить поверхностную дуговую резку канавки в стальной пластине в нижнем положении
Этап 5. Контроль качества резки.
Провести контроль качества и чистоты поверхности реза;
Зачистить и удалить шлак и грат с поверхности реза.
Инструкция:
Внимательно прочитайте задание
Во время выполнения практического задания Вы обязаны:
соблюдать правила ТБ в соответствии с инструкциями по охране труда;
выполнять правила организации труда и рабочего места.
Если у Вас возникли вопросы, связанные с заданием, задавайте уточняющие вопросы.
Время выполнения всего задания №1 – 90 минут, задания №2 - 30 минут, задания №3 – 60 минут. В случае, если Вы не выполнили задание в установленное время, то оно будет оцениваться в том виде, в котором будет готово к этому времени.
Во время выполнения практического задания запрещается:
нарушать дисциплину;
общаться с другими экзаменующимися.
По окончании выполнения практического задания, сдайте работу экзаменаторам.
Пакет экзаменатора
Количество вариантов каждого задания для экзаменующегося: 1
Время выполнения задания №1 - 60 минут
Время выполнения задания №2 - 50 минут
Время выполнения задания №3 - 50 минут
Время выполнения задания №4 - 20 минут
Оборудование и инструменты:
сборочный стол;
стол для дуговой сварки и наплавки;
источники питания;
набор слесарных и измерительных инструментов;
заготовки;
материалы для сварки и наплавки;
инструмент для ручной и механизированной обработки металла;
средства индивидуальной и коллективной защиты
Литература для студента:
Общая технология сварочного производства: Учебное пособие / Лупачев В. Г. - 2-е изд. - М.: Форум, НИЦ ИНФРА-М, 2015. - 288 с.: ЭБС znanium.com
Сварка: введение в специальность: Учебное пособие / В.А.Фролов, В.В.Пешков и др.; Под ред. проф. В.А.Фролова - 4 изд., перераб. - М.: Альфа-М: НИЦ Инфра-М, 2013. - 384 с.: ЭБС znanium.com
Технология сварки плавлением и термической резки металлов: Учебное пособие / В.А. Фролов, В.Р. Петренко, В.В. Пешков и др.; Под ред. В.А. Фролова - М.: Альфа-М: ИНФРА-М, 2011. - 448 с.: ЭБС znanium.com
Сварка и резка цветных металлов: Учебное пособие / О.Г. Быковский, В.А. Фролов, В.В. Пешков. - М.: Альфа-М: НИЦ ИНФРА-М, 2014. - 336 с.: ЭБС znanium.com
В.Р. Карпицкий. Общий курс слесарного дела. М.: НИЦ ИНФРА-М; Мн.: Нов. знание, 2014. - 400 с.: ЭБС znanium.com, № договора 1262, эбс от 20.04.2015 г
Критерии оценивания
квалификационного экзамена
по профессиональному модулю ПМ.03 ЭЛЕКТРОГАЗОСВАРКА
Оценка сформированности компетенции
Задание 1
ПК 3.1. Производить электродуговую сварку металлических конструкций различной сложности.
Таблица.1
| № п/п | Наименование параметра качества | Критерии оценки | Кол-во баллов |
| Этап 1 | Подготовка металла к сварке | Студент не произвел зачистку места под сварку и прилегающую зону от грязи, масла, краски и окалины и других загрязнений | 0 |
| Студент произвел зачистку места под сварку и прилегающую зону от грязи, масла, краски и окалины и других загрязнений | 3 | ||
| Этап 2 | Выбор режима и техники сварки труб | Студент не правильно выбрал технику сварки корневого и облицовочного шва | 0 |
| Студент правильно выбрал технику сварки корневого и облицовочного шва | 3 | ||
| Студент не правильно выбрал основные и вспомогательные параметры режима дуговой сварки корневого шва | 0 | ||
| Студент правильно выбрал основные и вспомогательные параметры режима дуговой сварки корневого шва | 4 | ||
| Студент не правильно выбрал основные и вспомогательные параметры режима дуговой сварки облицовочного шва | 0 | ||
| Студент правильно выбрал основные и вспомогательные параметры режима дуговой сварки облицовочного шва | 4 | ||
| Этап 3 | Способ выполнения ручной дуговой сварки трубы при вертикальном поворотном положении стыка | Студент не правильно выполнил сварку корневого шва трубы при вертикальном поворотном положении стыка | 0 |
| Студент правильно выполнил сварку корневого шва трубы при вертикальном поворотном положении стыка | 10 | ||
| Студент не правильно выполнил сварку облицовочного шва трубы при вертикальном поворотном положении стыка | 0 | ||
| Студент правильно выполнил сварку облицовочного шва трубы при вертикальном поворотном положении стыка | 12 | ||
| Этап 4
| Контроль качества сварки
| Студент не произвел визуальный контроль сварных швов | 0 |
| Студент произвел визуальный контроль сварных швов | 2 | ||
| Студент не зачистил и не устранил поверхностные дефекты сварных швов после сварки | 0 | ||
| Студент зачистил и устранил поверхностные дефекты сварных швов после сварки | 2 | ||
| Максимальное количество баллов | 40 | ||
Для принятия решения о сформированности профессиональной компетенций
ПК 3.1. Производить электродуговую сварку металлических конструкций различной сложности.
экзаменующийся должен набрать не менее 28 баллов, что составляет более 70% от общего количества баллов (Таблица 2).
Оценочная шкала по ПК 2.1.
Таблица 2
| Набрано баллов |
|
≥ 28 баллов |
| Оценка | ПК 3.1 не сформированы | ПК 3.1 сформированы |
Оценка сформированности компетенции
Задание 2
ПК 3.2. Производить газовую сварку и резку металлических конструкций различной сложности.
Таблица.3
| № п/п | Наименование параметра качества | Критерии оценки | Кол-во баллов |
| Этап 1
| Подготовка поверхности к сварке | Студент не произвел зачистку места под сварку и прилегающую зону от грязи, масла, краски и окалины и других загрязнений | 0 |
| Студент произвел зачистку места под сварку и прилегающую зону от грязи, масла, краски и окалины и других загрязнений | 2 | ||
| Этап 2 | Выбор сварочного материала | Студент не правильно выбрал материалы для полуавтоматической сварки в среде аргона, в зависимости от положения стыка (тип, марку и диаметр присадочной проволоки). | 0 |
| Студент правильно выбрал материалы для полуавтоматической сварки в среде аргона, в зависимости от положения стыка (тип, марку и диаметр присадочной проволоки). | 2 | ||
| Этап 3
| Выбор режима и технологии аргонодуговой сварки
| Студент не правильно выбрал технологию сварки таврового соединения в нижнем положении шва | 0 |
| Студент правильно выбрал технологию сварки таврового соединения в нижнем положении шва | 2 | ||
| Студент не правильно выбрал технологию сварки углового соединения в горизонтальном положении шва | 0 | ||
| Студент правильно выбрал технологию сварки углового соединения в горизонтальном положении шва | 2 | ||
| Студент не правильно выбрал основные и вспомогательные параметры режима полуавтоматической сварки в среде аргона для нижнего шва | 0 | ||
| Студент правильно выбрал основные и вспомогательные параметры режима полуавтоматической сварки в среде аргона для нижнего шва | 2 | ||
| Студент не правильно выбрал основные и вспомогательные параметры режима полуавтоматической сварки в среде аргона для горизонтального шва | 0 | ||
| Студент правильно выбрал основные и вспомогательные параметры режима полуавтоматической сварки в среде аргона для горизонтального шва | 2 | ||
| Этап 4
| Способ выполнения аргонодуговой сварки пластин из алюминия в нижнем и горизонтальном положениях сварного шва | Студент не правильно выполнил аргонодуговую полуавтоматическую сварку таврового соединения из алюминия в нижнем положении шва | 0 |
| Студент правильно выполнил аргонодуговую полуавтоматическую сварку таврового соединения из алюминия в нижнем положении шва | 7 | ||
| Студент не правильно выполнил аргонодуговую полуавтоматическую сварку углового соединения из алюминия в горизонтальном положении шва | 0 | ||
| Студент правильно выполнил аргонодуговую полуавтоматическую сварку углового соединения из алюминия в горизонтальном положении шва | 7 | ||
| Этап 5
| Контроль качества сварки | Студент не произвел визуальный контроль сварных швов | 0 |
| Студент произвел визуальный контроль сварных швов | 2 | ||
| Студент не зачистил и не устранил поверхностные дефекты сварных швов после сварки | 0 | ||
| Студент зачистил и устранил поверхностные дефекты сварных швов после сварки | 2 | ||
| Максимальное количество баллов | 30 | ||
Для принятия решения о сформированности профессиональной компетенций
ПК 3.2. Производить газовую сварку и резку металлических конструкций различной сложности.
экзаменующийся должен набрать не менее 21 балла, что составляет более 70% от общего количества баллов (Таблица 4).
Оценочная шкала по ПК 2.2.
Таблица 4
| Набрано баллов |
|
≥ 21 балла |
| Оценка | ПК 3.2 не сформирована | ПК 3.2 сформирована |
Оценка сформированности компетенции
Задание 3
ПК 3.3. Осуществлять контроль качества сварочных работ.
Таблица.5
| № п/п | Наименование параметра качества | Критерии оценки | Кол-во баллов |
| Этап 1
| Подготовка поверхности к наплавке | Студент не произвел зачистку поверхности от грязи, масла, краски и окалины и других загрязнений | 0 |
| Студент произвел зачистку поверхности от грязи, масла, краски и окалины и других загрязнений | 2 | ||
| Студент не произвел обезжиривание поверхности под наплавку | 0 | ||
| Студент произвел обезжиривание поверхности под наплавку | 2 | ||
| Этап 2 | Выбор наплавочного материала | Студент не правильно выбрал материалы для дуговой наплавки (не подобрал тип, марку и диаметр наплавочного электрода). | 0 |
| Студент правильно выбрал материалы для дуговой наплавки (подобрал тип, марку и диаметр наплавочного электрода). | 2 | ||
| Этап 3 | Выбор режима и техники наплавки | Студент не правильно выбрал технику наплавки | 0 |
| Студент правильно выбрал технику наплавки | 2 | ||
| Студент не правильно выбрал основные и вспомогательные параметры режима дуговой наплавки | 0 | ||
| Студент правильно выбрал основные и вспомогательные параметры режима дуговой наплавки | 2 | ||
| Этап 4
| Способ выполнения наплавки
| Студент не правильно выполнил поверхностную (износостойкую) наплавку на цилиндрические поверхности поперечными валиками вдоль образующей | 0 |
| Студент правильно выполнил поверхностную (износостойкую) наплавку на цилиндрические поверхности поперечными валиками вдоль образующей | 6 | ||
| Этап 5
| Контроль качества наплавки
| Студент не произвел визуальный контроль наплавленных слоев и не устранил дефекты | 0 |
| Студент произвел визуальный контроль наплавленных слоев и не устранил дефекты | 2 | ||
| Студент не произвел |
| ||
| Студент не зачистил и не устранил поверхностные дефекты наплавленных слоев | 0 | ||
| Студент зачистил и устранил поверхностные дефекты наплавленных слоев | 2 | ||
| Максимальное количество баллов | 20 | ||
Для принятия решения о сформированности профессиональной компетенций
ПК 3.3. Осуществлять контроль качества сварочных работ.
экзаменующийся должен набрать не менее 14 баллов, что составляет более 70% от общего количества баллов (Таблица 6).
Оценочная шкала по ПК 3.3
Таблица 6
| Набрано баллов |
|
≥ 14 баллов |
| Оценка | ПК 3.3. не сформирована | ПК 3.3. сформирована |
Оценка сформированности компетенции
Задание 4
ПК 3.4. Производить испытания сварных швов.
Таблица.7
| № п/п | Наименование параметра качества | Критерии оценки | Кол-во баллов |
| Этап 1 | Подготовка поверхности к резке | Студент не произвел зачистку места под резку и прилегающую зону от грязи, масла, краски и окалины и других загрязнений | 0 |
| Студент произвел зачистку места под резку и прилегающую зону от грязи, масла, краски и окалины и других загрязнений | 1 | ||
| Этап 2 | Выбор сварочных материалов | Студент не правильно выбрал материалы для дуговой резки (не подобрал тип, марку и диаметр электрода) | 0 |
| Студент правильно выбрал материалы для дуговой резки (подобрал тип, марку и диаметр электрода) | 1 | ||
| Этап 3 | Выбор режима и техники дуговой поверхностной резки канавок | Студент не правильно подобрал технику дуговой поверхностной резки канавок | 0 |
| Студент правильно подобрал технику дуговой поверхностной резки канавок | 1 | ||
| Студент не правильно выбрал основные и вспомогательные параметры режима дуговой поверхностной резки канавок | 0 | ||
| Студент правильно выбрал основные и вспомогательные параметры режима дуговой поверхностной резки канавок | 1 | ||
| Этап 4
| Способ выполнения поверхностной дуговой резки канавки в стальной пластине в нижнем положении | Студент не правильно выполнил поверхностную дуговую резку канавки в стальной пластине в нижнем положении | 0 |
| Студент правильно выполнил поверхностную дуговую резку канавки в стальной пластине в нижнем положении | 4 | ||
| Этап 5
| Контроль качества резки
| Студент не произвел визуальный контроль качества и чистоты поверхности реза | 0 |
| Студент произвел визуальный контроль качества и чистоты поверхности реза | 1 | ||
| Студент не зачистил и не устранил шлак и грат с поверхности реза | 0 | ||
| Студент зачистил и устранил шлак и грат с поверхности реза | 1 | ||
| Максимальное количество баллов | 10 | ||
Для принятия решения о сформированности профессиональной компетенций
ПК 3.4. Производить испытания сварных швов.
экзаменующийся должен набрать не менее 7 баллов, что составляет более 70% от общего количества баллов (Таблица 2).
Оценочная шкала по ПК 3.4.
Таблица 8
| Набрано баллов |
|
≥ 7 баллов |
| Оценка | ПК 3.4. Производить испытания сварных швов. не сформированы | ПК 3.4. Производить испытания сварных швов. сформированы |
Оценочная шкала по ПМ.03
Таблица 9
| Набрано баллов |
|
≥ 70 баллов |
| Процент выполнения задания |
|
≥ 70% |
| Оценка | ПМ 03 не освоен | ПМ 03 освоен |
Шкала перевода баллов (процентов) в четырех бальную шкалу оценивания
Таблица 10
| Результат квалификационного экзамена, в баллах | Результат квалификационного экзамена, в % |
Оценка |
|
| 2 (неудовлетворительно) | |
| от 70 до 79 баллов | от 70% до 79% | 3 (удовлетворительно) |
| от 80 до 89 баллов | от 80% до 89% | 4 (хорошо) |
| 90 баллов и выше | 90% и выше | 5 (отлично) |
Департамент образования Ивановской области
Областное государственное бюджетное профессиональное
образовательное учреждение
«Кинешемский политехнический колледж»
| Рассмотрено и одобрено на заседании методического объединения «Профессиональная подготовка» | ЭКЗАМЕННАЦИОННЫЙ БИЛЕТ №1
| УТВЕРЖДАЮ Зам. директора по УПР |
| Протокол № от « » 201 г. | ПМ.03 ЭЛЕКТРОГАЗОСВАРКА
Курс Группа | _______ Т.Б. Герасименко |
| Руководитель |
«___»________201____ г. |
Проверяемые компетенции:
ПК 3.1. Производить электродуговую сварку металлических конструкций различной сложности.
Задание 1
Выполнить ручную дуговую сварку трубы при вертикальном поворотном положении стыка, диаметром 70мм с толщиной стенки 3 мм из стали ВСт3пс.
Этап 1. Подготовка металла к сварке
Произвести зачистку поверхности металла от грязи, масла, краски и окалины и других загрязнений;
Этап 2. Выбор режима и техники сварки труб
Подобрать технику сварки корневого и облицовочного шва;
Выбрать основные и вспомогательные параметры режима дуговой сварки корневого шва;
Выбрать основные и вспомогательные параметры режима дуговой сварки облицовочного шва
Этап 3. Способ выполнения ручной дуговой сварки трубы при вертикальном поворотном положении стыка
Выполнить ручную дуговую сварку коневого шва трубы при вертикальном поворотном положении стыка
Выполнить ручную дуговую сварку облицовочного шва трубы при вертикальном поворотном положении стыка
Этап 4. Контроль качества сварки
Произвести визуальный контроль сварных швов;
Зачистить и устранить поверхностные дефекты сварных швов после сварки.
Проверяемые компетенции:
ПК 3.2. Производить газовую сварку и резку металлических конструкций различной сложности.
Задание 2
Выполнить аргонодуговую сварку пластин из алюминия в нижнем и горизонтальном положениях сварного шва

Этап 1. Подготовка поверхности к сварке
Произвести зачистку поверхностей кромок и прилегающую зону от грязи, масла, краски и окалины и других загрязнений
Этап 2. Выбор сварочного материала
Выбрать материалы для полуавтоматической сварки в среде аргона, в зависимости от положения стыка (подобрать тип, марку и диаметр присадочной проволоки).
Этап 3. Выбор режима и технологии аргонодуговой сварки
Подобрать технологию сварки таврового соединения в нижнем положении шва;
Подобрать технологию сварки углового соединения в горизонтальном положении шва;
Подобрать основные и вспомогательные параметры режима полуавтоматической сварки в среде аргона для нижнего шва;
Подобрать основные и вспомогательные параметры режима полуавтоматической сварки в среде аргона для горизонтального шва;
Этап 4. Способ выполнения аргонодуговой сварки пластин из алюминия в нижнем и горизонтальном положениях сварного шва
Выполнить аргонодуговую полуавтоматическую сварку таврового соединения из алюминия в нижнем положении шва
Выполнить аргонодуговую полуавтоматическую сварку углового соединения из алюминия в горизонтальном положении шва
Этап 5. Контроль качества сварки.
Произвести визуальный контроль сварных швов;
Зачистить и устранить поверхностные дефекты сварных швов после сварки.
Проверяемые компетенции:
ПК 3.3. Осуществлять контроль качества сварочных работ.
Задание 3
Выполнить дуговую износостойкую наплавку на цилиндрические поверхности поперечными валиками вдоль образующей
Этап 1. Подготовка поверхности к наплавке
Произвести зачистку поверхности от грязи, масла, краски и окалины и других загрязнений;
Произвести обезжиривание поверхности под наплавку.
Этап 2. Выбор наплавочного материала
Выбрать материалы для дуговой наплавки (подобрать тип, марку и диаметр наплавочного электрода).
Этап 3. Выбор режима и техники наплавки
Подобрать технику наплавки, которая обеспечит хорошее формирование наплавленного слоя.
Выбрать основные и вспомогательные параметры режима дуговой наплавки.
Этап 4. Способ выполнения наплавки
Выполнить поверхностную (износостойкую) наплавку на цилиндрические поверхности поперечными валиками вдоль образующей
Этап 5. Контроль качества наплавки
Произвести визуальный контроль наплавленных слоев;
Зачистить и устранить поверхностные дефекты наплавленных слоев
Проверяемые компетенции:
ПК 3.4. Производить испытания сварных швов.
Задание 4
Выполнить поверхностную дуговую резку канавки в стальной пластине в нижнем положении
Этап 1. Подготовка поверхности к резке
Произвести зачистку места под резку и прилегающую зону от грязи, масла, краски и окалины и других загрязнений;
Этап 2. Выбор сварочных материалов
Выбрать материалы для дуговой резки (подобрать тип, марку и диаметр электрода);
Этап 3. Выбор режима и техники дуговой поверхностной резки канавок
Подобрать технику дуговой поверхностной резки канавок.
Выбрать основные и вспомогательные параметры режима дуговой поверхностной резки канавок
Этап 4. Способ выполнения поверхностной дуговой резки канавки в стальной пластине в нижнем положении
Выполнить поверхностную дуговую резку канавки в стальной пластине в нижнем положении
Этап 5. Контроль качества резки
Провести контроль качества и чистоты поверхности реза;
Зачистить и удалить шлак и грат с поверхности реза.
Мастер производственного обучения: ________ А.В. Андрианов
Преподаватель спец. дисциплин: ________ А.В. Андрианов
Оценочная ведомость
| №пп | Ф.И.О. | Рез – ты аттестации | Профессиональные компетенции | Экзамен (квалифика ционный) | Решение об освоении ВПД (освоен/ не освоен) | ||||||||||
| МДК | УП | ПП | ПК3.1 | ПК3.2 | ПК3.3 | ПК3.4 |
|
|
|
| |||||
| 1 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 2 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 3 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 4 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 5 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 6 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 7 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 8 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 9 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 10 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 11 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 12 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 13 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 14 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 15 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 16 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 17 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 18 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 19 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 20 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 21 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 22 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 23 |
|
|
|
|
|
|
|
|
|
|
|
| |||
| 24 |
|
|
|
|
|
|
|
|
|
|
|
| |||
Председатель комиссии__________________/__________________
Члены комиссии __________________/__________________
__________________/__________________
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ ИВАНОВСКОЙ ОБЛАСТИ
Областное государственное бюджетное профессиональное образовательное учреждение «Кинешемский политехнический колледж»
Аттестационный лист
по производственной практике
_____________________________________________________________________________
фамилия, имя, отчество
группа 4 обучающийся/аяся на 3 курсе по специальности / профессии НПО
(08.01.14) «Монтажник санитарно-технических, вентиляционных систем и оборудования»
код наименование
успешно прошел/ла производственную практику по профессиональному/ым модулю/ям:
ПМ.03. Электрогазосварка
наименование профессионального/ых модуля/ей
в объеме 120 часов с « ___ » _______________ 20___ г. по « ___ » _____________ 20___ г.
на предприятии __________________________________________________________________
наименование предприятия
Профессиональные компетенции и уровень их освоения
|
Профессиональные компетенции, осваиваемые студентом/кой во время практики | Объем работ, часов | Уровень освоения профессиональных компетенций, (освоил / не освоил) |
| Выполнение работ по ПМ.03. Электрогазосварка: ПК 3.1. Выполнение электродуговой сварки металлических конструкций различной сложности. ПК 3.2. Выполнение газовой сварки и резки металлических конструкций различной сложности. ПК 3.3. Осуществление контроля качества сварочных работ. ПК 3.4. Выполнение испытания сварных швов. | 120 |
|
| Всего: | 120 |
|
|
|
|
|
Профессиональные компетенции, предусмотренные программой практики,
освоены/не освоены
Руководитель предприятия _______________ /_______________/
Руководитель практики со стороны предприятия _______________ /_______________/
« ___ » _______________ 20___ г.
М.П.
Руководитель практики со стороны колледжа
_______________ /_______________/
ХАРАКТЕРИСТИКА - ОТЗЫВ
о прохождении производственной практики
студента
___________________________________________________________ гр.________
(ФИО студента)
проходил практику с «____» ___________201___ г. по «____» __________ 201___г
на ___________________________________________________________________
наименование предприятия
в подразделении________________________________________________________
наименование подразделения
За период прохождения практики студент посетил ________ дней, из них по уважительно причине отсутствовал _______ дней, пропуски без уважительной причины составили ______ дней.
Студент соблюдал/не соблюдал (подчеркнуть нужное) трудовую дисциплину и правила техники безопасности.
Отмечены нарушения трудовой дисциплины и /или правил техники безопасности: ___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Студент не справился со следующими видами работ: _______________________________
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
За время прохождения практики показал, что (подчеркнуть нужное):
умеет/не умеет планировать и организовывать собственную деятельность;
способен/не способен налаживать взаимоотношения с другими сотрудниками;
имеет/не имеет хороший уровень культуры поведения;
умеет/не умеет работать в команде;
высокая/низкая степень сформированной умений в профессиональной деятельности.
В отношении выполнения трудовых заданий проявил себя __________________________
_______________________________________________________________________________________________________________________________________________________________________________________________________________________________________
В рамках дальнейшего обучения и прохождения производственной практики студенту можно порекомендовать: _______________________________________________________ _____________________________________________________________________________
Оценка за поведение ___________________________________________________________
прописью
_____________________ ___________ _____________________
Должность наставника/куратора подпись И.О. Фамилия







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

