
Россия, Минеральные Воды


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 29.04.2026 09:06

Константинова Ольга Викторовна
преподаватель
59 лет
Местоположение
Специализация
Термическая обработка металлов
Категория:
Прочее
23.12.2018 20:50

Просмотр содержимого документа
«Термическая обработка металлов»

Термическая обработка металлов
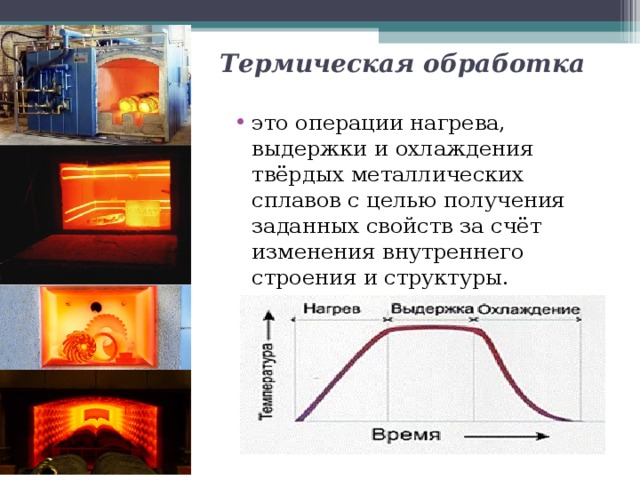
Термическая обработка
- это операции нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью получения заданных свойств за счёт изменения внутреннего строения и структуры.
Тепловая обработка используется в качестве:
- промежуточной операции для улучшения обрабатываемости давлением или резанием;
- окончательной операции, обеспечивающая заданный уровень свойств изделия.
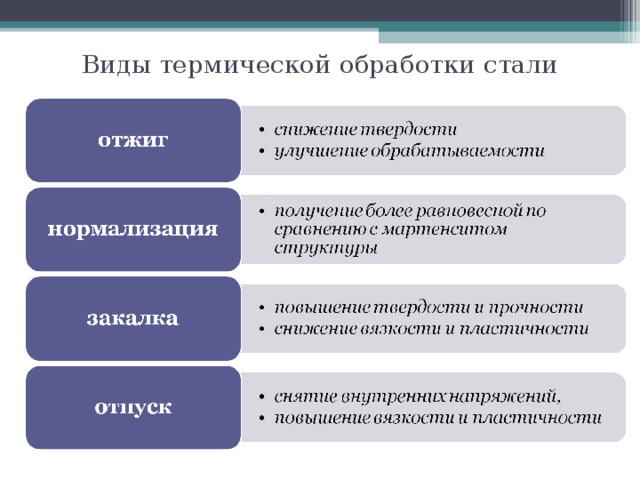
Виды термической обработки стали
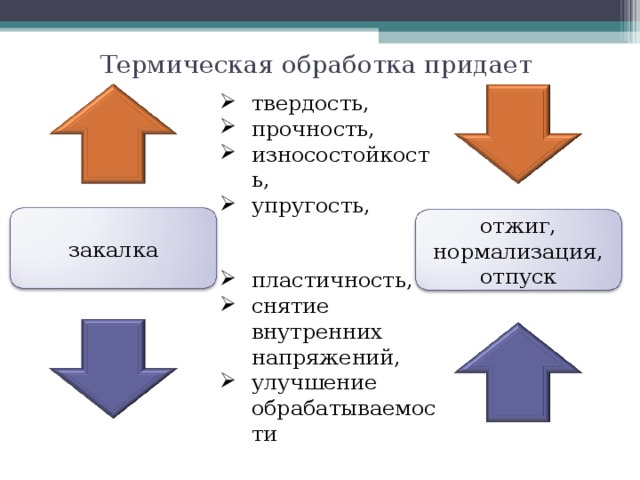
Термическая обработка придает
- твердость,
- прочность,
- износостойкость,
- упругость,
отжиг,
нормализация,
отпуск
закалка
- пластичность,
- снятие внутренних напряжений,
- улучшение обрабатываемости
отжиг
закалка
нормализация
отпуск
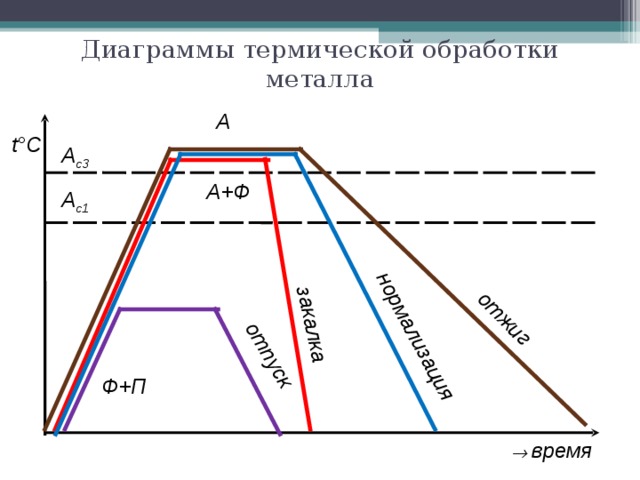
Диаграммы термической обработки металла
A
t°C
A c3
A +Ф
A c1
Ф+П
время
отжиг
закалка
нормализация
отпуск
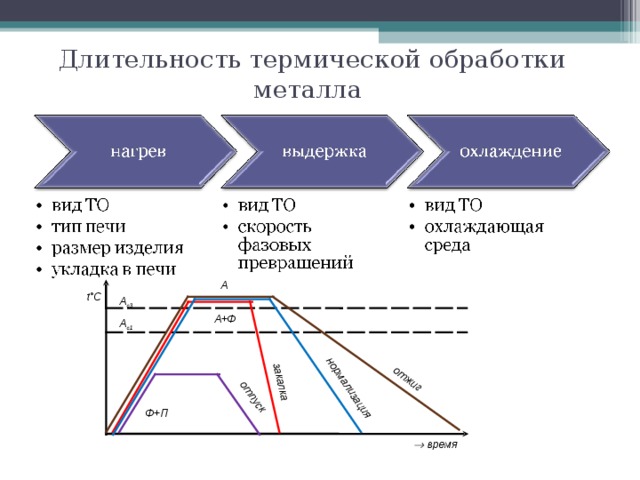
Длительность термической обработки металла
A
t°C
A c3
A +Ф
A c1
Ф+П
время

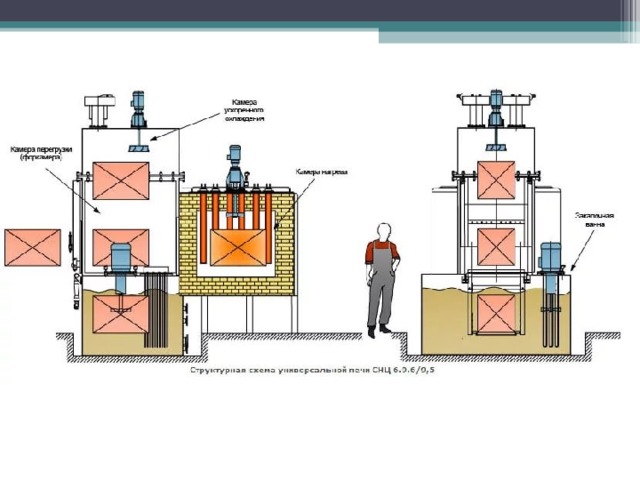
Печи для термической обработки металлов

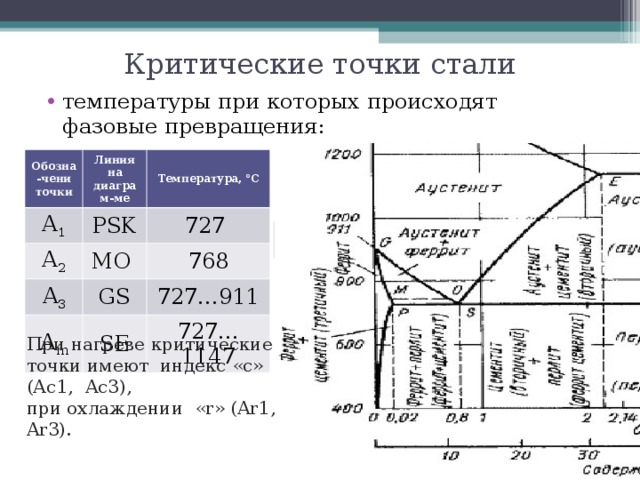
Критические точки стали
- температуры при которых происходят фазовые превращения:
Обозна-чени точки
Линия на диаграм-ме
А 1
А 2
PSK
Температура, °С
МО
727
A 3
768
GS
А m
SE
727…911
727…1147
Аустенит
А 3
А 4
Аустенит + феррит
Аустенит +цементит
А 2
А 1
К
Перлит +цементит
При нагреве критические точки имеют индекс «с» (Ас1, Ac3),
при охлаждении «r» (Ar1, Ar3).
Феррит + перлит
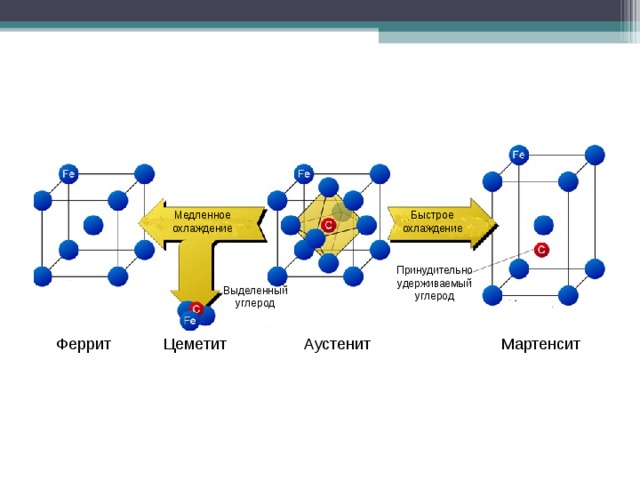
Медленное охлаждение
Быстрое охлаждение
Принудительно удерживаемый углерод
Выделенный углерод
Феррит
Аустенит
Мартенсит
Цеметит
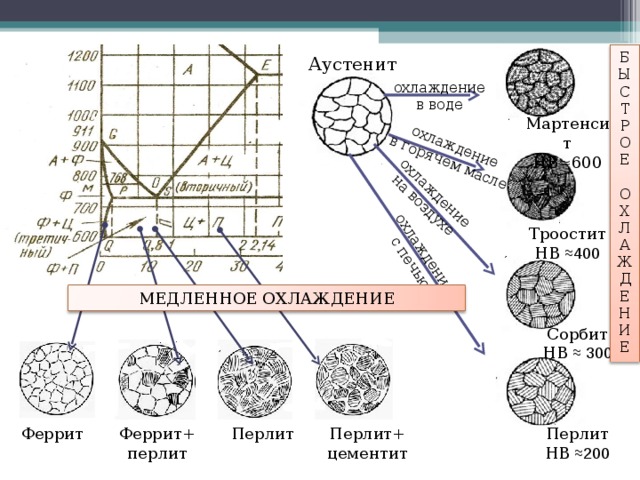
охлаждение
с печью
охлаждение
на воздухе
охлаждение
в горячем масле
Б
Ы
С
Т
Р
О
Е
О
ХЛАЖДЕНИЕ
Аустенит
охлаждение
в воде
Мартенсит
НВ≈600
Троостит
НВ ≈400
МЕДЛЕННОЕ ОХЛАЖДЕНИЕ
Сорбит
НВ ≈ 300
Перлит
НВ ≈200
Феррит
Феррит+ перлит
Перлит
Перлит+ цементит

перлитное
промежуточное
мартенситное
Диаграмма изотермического распада аустенита эвтектоидной стали
Превращение
1 - кривая начала диффузного распада аустенита;
2 - кривая конца диффузного распада аустенита;
Мн - линия начала мартенситного превращения;
V кр- критическая скорость охлаждения
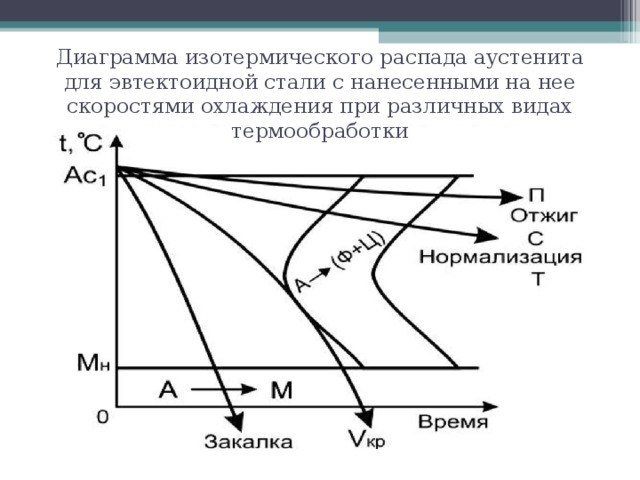
Диаграмма изотермического распада аустенита для эвтектоидной стали с нанесенными на нее скоростями охлаждения при различных видах термообработки
Отжиг
t°C
время
- вид термической обработки , заключающийся в нагреве до определённой температуры, выдержке при этой температуре и последующем, обычно медленном, охлаждении до комнатной температуры;
- для устранения производственных дефектов изделий, повышения их прочности и надежности.
Цели отжига
- оптимизации внутрикристаллической структуры, упорядочения легирующих элементов;
- минимизации внутренних искажений и напряжений вследствие стремительных технологических температурных перепадов;
- повышения податливости объектов к последующей обработке резанием
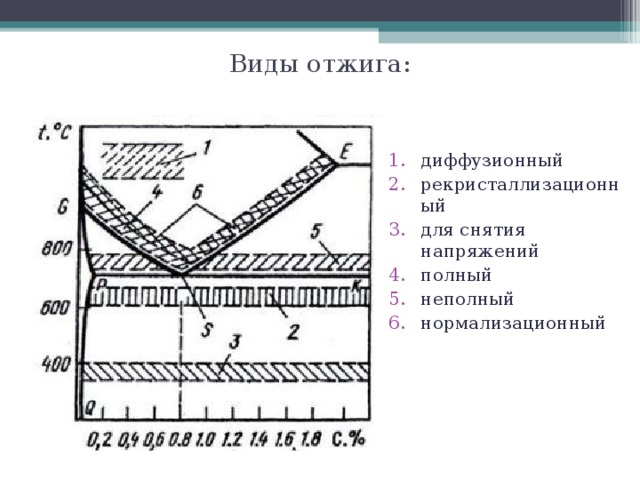
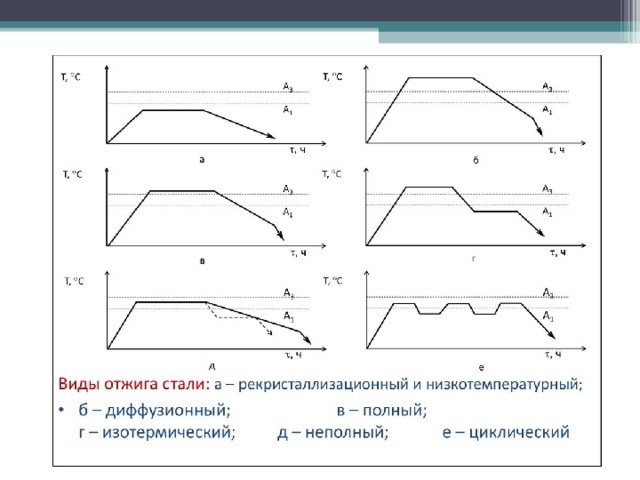
Виды отжига:
- диффузионный
- рекристаллизационный
- для снятия напряжений
- полный
- неполный
- нормализационный
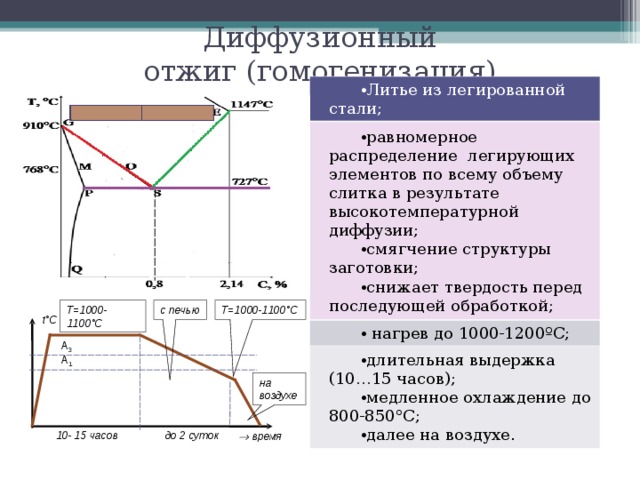
Диффузионный отжиг (гомогенизация)
- Литье из легированной стали;
- равномерное распределение легирующих элементов по всему объему слитка в результате высокотемпературной диффузии;
- смягчение структуры заготовки;
- снижает твердость перед последующей обработкой;
- нагрев до 1000-1200ºС;
- длительная выдержка (10…15 часов);
- медленное охлаждение до 800-850°С;
- далее на воздухе.
T =1000-1100 °C
T =1000-1100 °C
с печью
t°C
А 3
А 1
на воздухе
до 2 суток
10- 15 часов
время
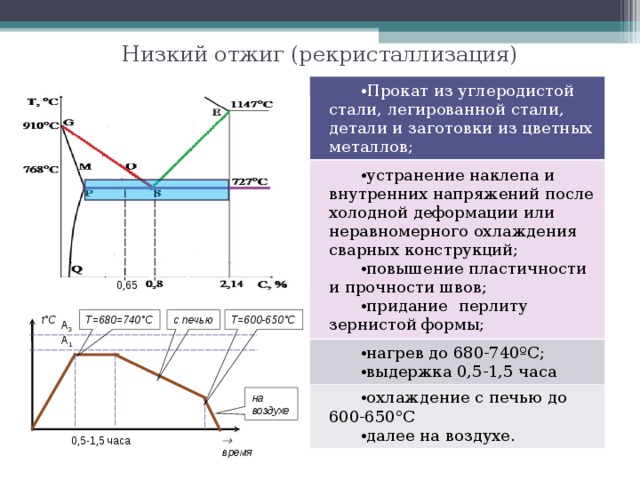
Низкий отжиг (рекристаллизация)
- Прокат из углеродистой стали, легированной стали, детали и заготовки из цветных металлов;
- устранение наклепа и внутренних напряжений после холодной деформации или неравномерного охлаждения сварных конструкций;
- повышение пластичности и прочности швов;
- придание перлиту зернистой формы;
- нагрев до 680-740ºС;
- выдержка 0,5-1,5 часа
- охлаждение с печью до 600-650°С
- далее на воздухе.
0,65
t°C
T =680=740 °C
с печью
T =600-650 °C
А 3
А 1
на воздухе
время
0,5-1,5 часа
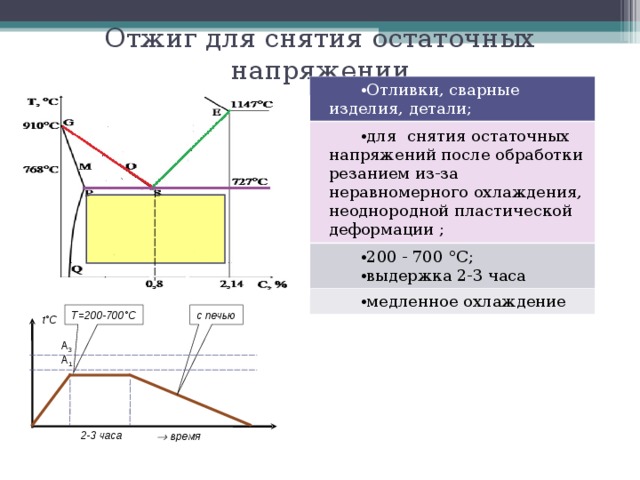
Отжиг для снятия остаточных напряжении
- Отливки, сварные изделия, детали;
- для снятия остаточных напряжений после обработки резанием из-за неравномерного охлаждения, неоднородной пластической деформации ;
- 20 0 - 700 °С;
- выдержка 2-3 часа
- медленное охлаждение
T =200-700 °C
с печью
t°C
А 3
А 1
2-3 часа
время
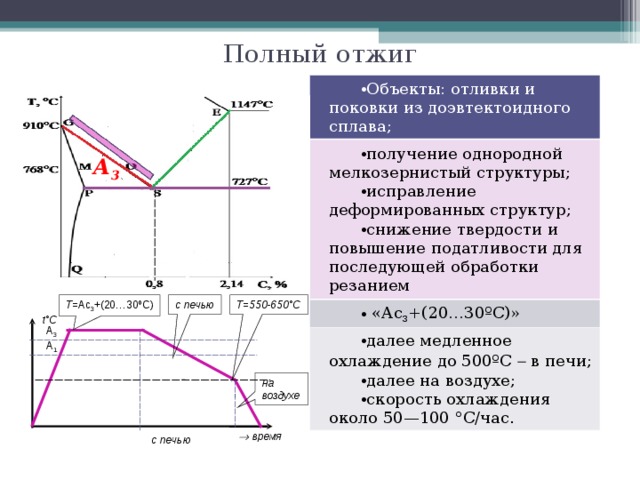
Полный отжиг
- Объекты: отливки и поковки из доэвтектоидного сплава;
- получение однородной мелкозернистый структуры;
- исправление деформированных структур;
- снижение твердости и повышение податливости для последующей обработки резанием
- «Ас 3 +(20…30ºС)»
- далее медленное охлаждение до 500ºС в печи;
- далее на воздухе;
- скорость охлаждения около 50—100 °C/час.
А 3
T = Ас 3 +(20…30ºС)
с печью
T =550-650 °C
t°C
А 3
А 1
на воздухе
время
с печью
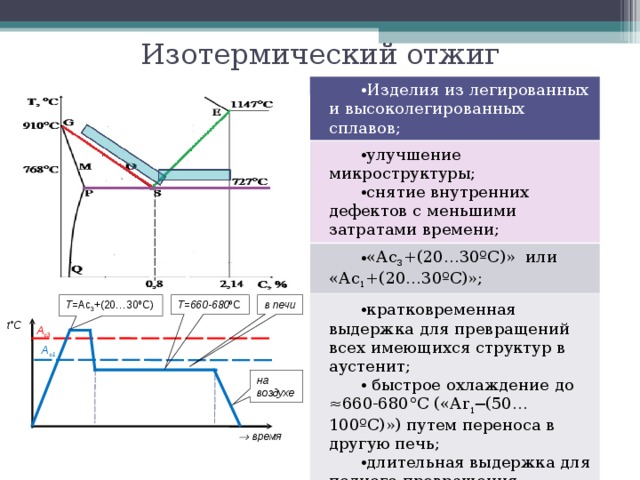
Изотермический отжиг
- Изделия из легированных и высоколегированных сплавов;
- улучшение микроструктуры;
- снятие внутренних дефектов с меньшими затратами времени;
- «Ас 3 +(20…30ºС)» или «Ас 1 +(20…30ºС)»;
- кратковременная выдержка для превращений всех имеющихся структур в аустенит;
- быстрое охлаждение до ≈660-680°С («А r 1 ─(50…100ºС)») путем переноса в другую печь;
- длительная выдержка для полного превращения аустенита в перлит и цементит;
- завершающее охлаждение происходит на воздухе.
T = Ас 3 +(20…30ºС)
в печи
T =660-680 ºС
t°C
A c 3
A c 1
на воздухе
время
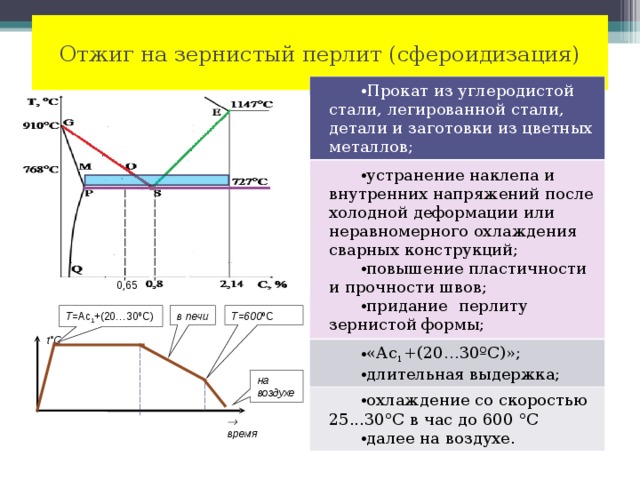
Отжиг на зернистый перлит (сфероидизация)
- Прокат из углеродистой стали, легированной стали, детали и заготовки из цветных металлов;
- устранение наклепа и внутренних напряжений после холодной деформации или неравномерного охлаждения сварных конструкций;
- повышение пластичности и прочности швов;
- придание перлиту зернистой формы;
- «Ас 1 +(20…30ºС)»;
- длительная выдержка;
- охлаждение со скоростью 25...30°С в час до 600 °С
- далее на воздухе.
0,65
T = Ас 1 +(20…30ºС)
в печи
T =600 ºС
t°C
на воздухе
время
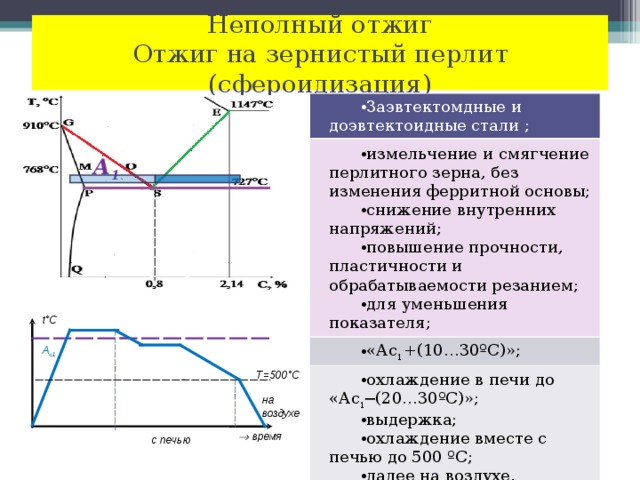
Неполный отжиг Отжиг на зернистый перлит (сфероидизация)
- Заэвтектомдные и доэвтектоидные стали ;
- измельчение и смягчение перлитного зерна, без изменения ферритной основы;
- снижение внутренних напряжений;
- повышение прочности, пластичности и обрабатываемости резанием;
- для уменьшения показателя;
- «Ас 1 +(10…30ºС)»;
- охлаждение в печи до «Ас 1 ─(20…30ºС)»;
- выдержка;
- охлаждение вместе с печью до 500 ºС;
- далее на воздухе.
А 1
t°C
A c 1
T =500 °C
на воздухе
время
с печью
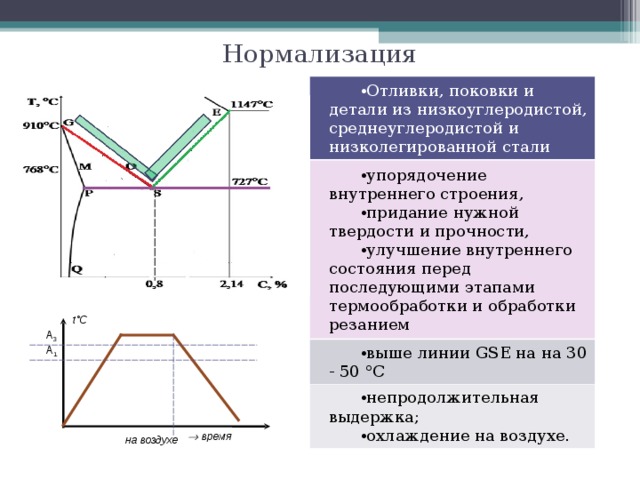
Нормализация
- Отливки, поковки и детали из низкоуглеродистой, среднеуглеродистой и низколегированной стали
- упорядочение внутреннего строения,
- придание нужной твердости и прочности,
- улучшение внутреннего состояния перед последующими этапами термообработки и обработки резанием
- выше линии GSE на на 30 - 50 °С
- непродолжительная выдержка;
- охлаждение на воздухе.
t°C
А 3
А 1
время
на воздухе
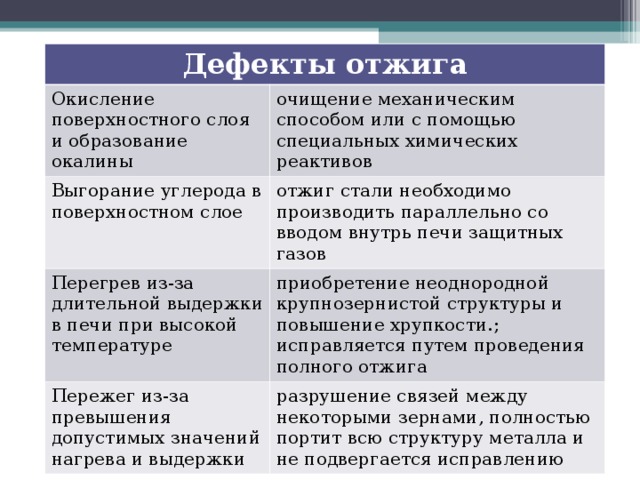
Дефекты отжига
Окисление поверхностного слоя и образование окалины
очищение механическим способом или с помощью специальных химических реактивов
Выгорание углерода в поверхностном слое
отжиг стали необходимо производить параллельно со вводом внутрь печи защитных газов
Перегрев из-за длительной выдержки в печи при высокой температуре
приобретение неоднородной крупнозернистой структуры и повышение хрупкости.;
исправляется путем проведения полного отжига
Пережег из-за превышения допустимых значений нагрева и выдержки
разрушение связей между некоторыми зернами, полностью портит всю структуру металла и не подвергается исправлению
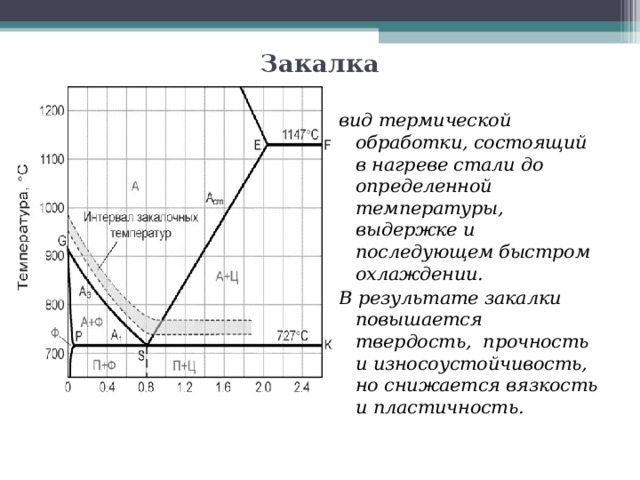
Закалка
вид термической обработки, состоящий в нагреве стали до определенной температуры, выдержке и последующем быстром охлаждении.
В результате закалки повышается твердость, прочность и износоустойчивость, но снижается вязкость и пластичность.
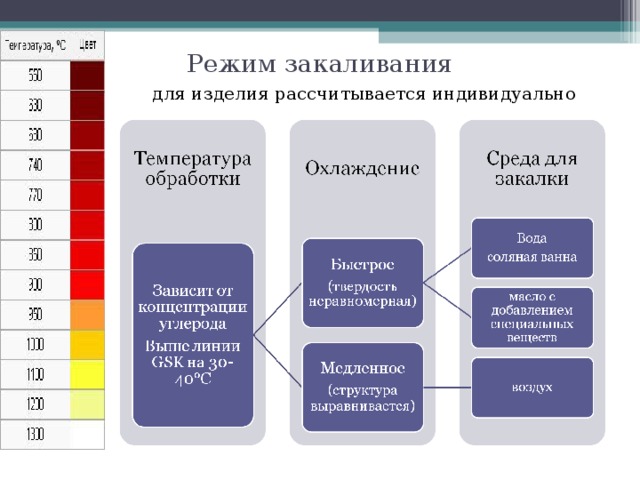
Режим закаливания
для изделия рассчитывается индивидуально
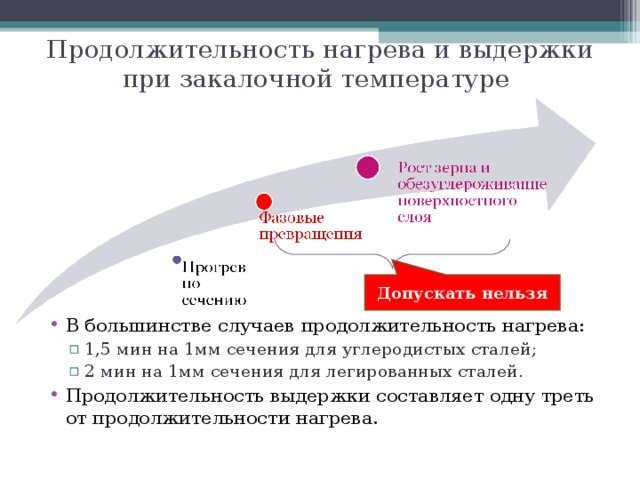
Продолжительность нагрева и выдержки при закалочной температуре
Допускать нельзя
- В большинстве случаев продолжительность нагрева:
- 1,5 мин на 1мм сечения для углеродистых сталей; 2 мин на 1мм сечения для легированных сталей.
- 1,5 мин на 1мм сечения для углеродистых сталей;
- 2 мин на 1мм сечения для легированных сталей.
- Продолжительность выдержки составляет одну треть от продолжительности нагрева.
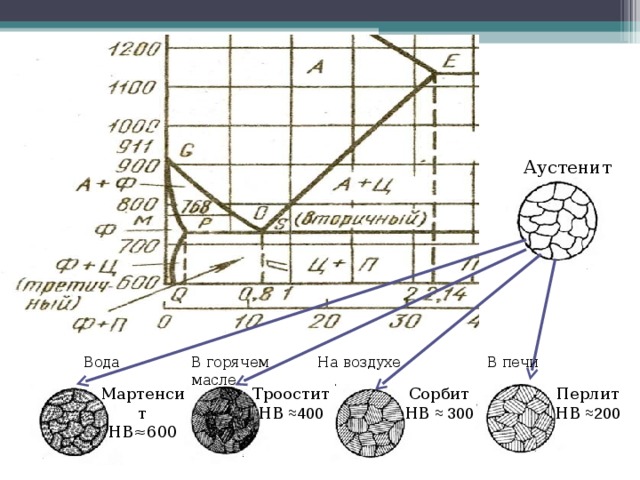
Аустенит
В печи
На воздухе
В горячем
масле
Вода
Мартенсит
НВ≈600
Троостит
НВ ≈400
Перлит
НВ ≈200
Сорбит
НВ ≈ 300
- Закаливаемость способность стали повышать твердость при закалке.
- Зависит в основном от содержания в стали углерода.
- Стали, содержащие менее 0,3% углерода, закалке не подвергаются.
- Прокаливаемость способность стали получать закаленный слой на определенную глубину.
- Под закаленным слоем понимают слой со структурой мартенсита или троосто-мартенсита, обладающий высокой твердостью.
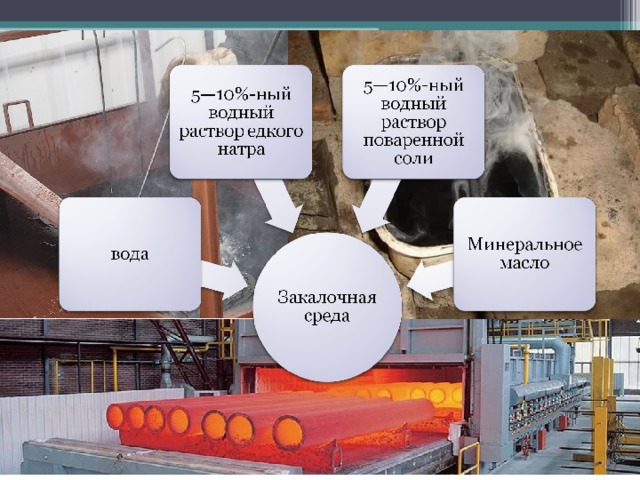
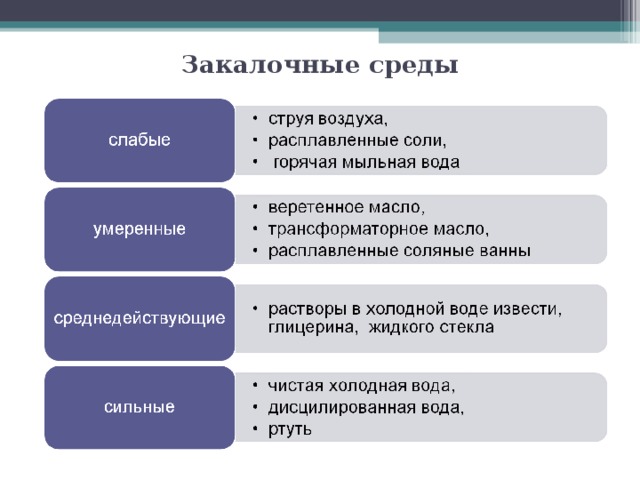
Закалочные среды
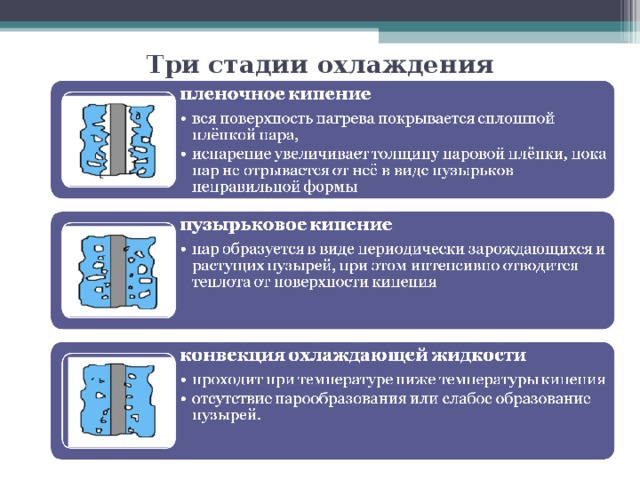
Три стадии охлаждения
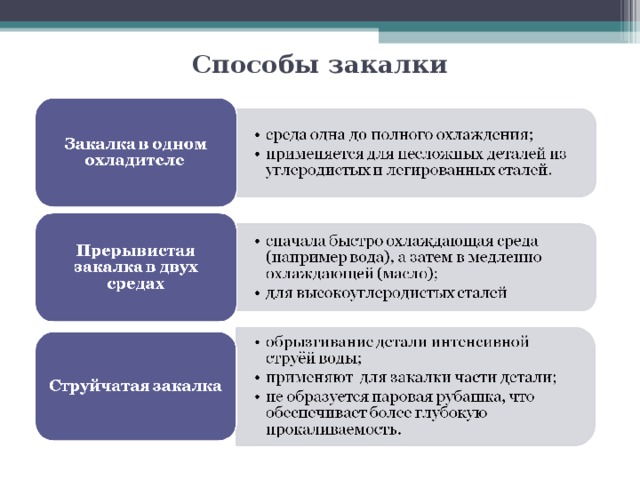
Способы закалки
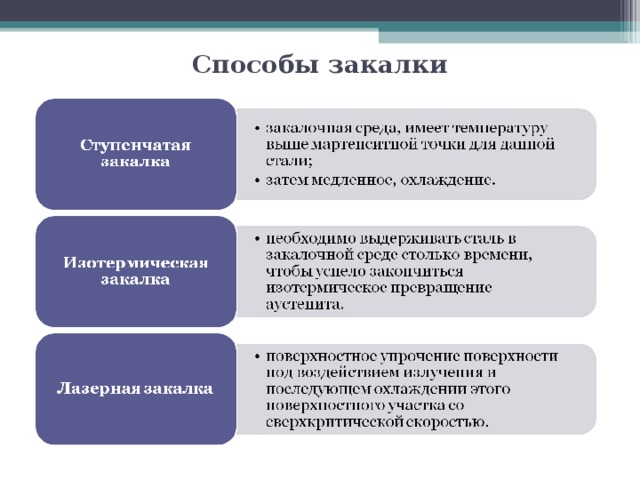
Способы закалки
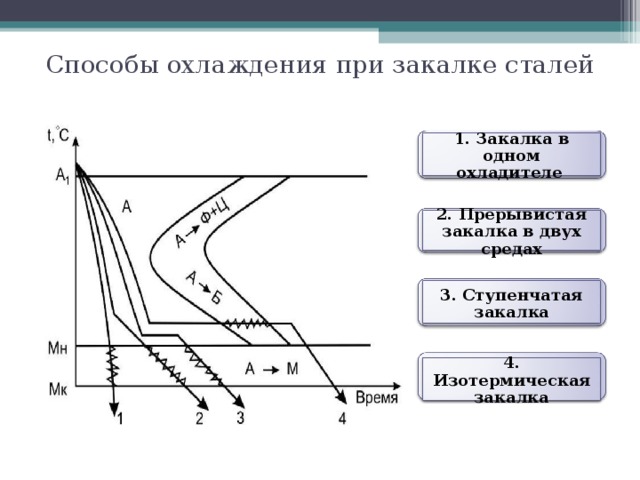
Способы охлаждения при закалке сталей
1. Закалка в одном охладителе
2. Прерывистая закалка в двух средах
3. Ступенчатая закалка
4. Изотермическая закалка
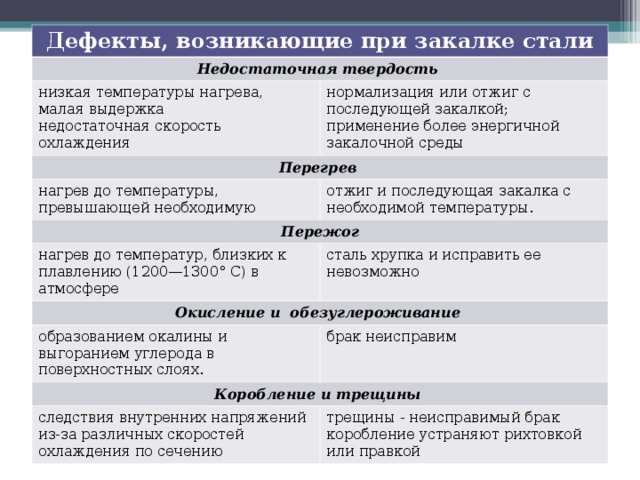
Дефекты, возникающие при закалке стали
Недостаточная твердость
низкая температуры нагрева,
малая выдержка
недостаточная скорость охлаждения
нормализация или отжиг с последующей закалкой; применение более энергичной закалочной среды
Перегрев
нагрев до температуры, превышающей необходимую
отжиг и последующая закалка с необходимой температуры.
Пережог
нагрев до температур, близких к плавлению (1200—1300° С) в атмосфере
сталь хрупка и исправить ее невозможно
Окисление и обезуглероживание
образованием окалины и выгоранием углерода в поверхностных слоях.
брак неисправим
Коробление и трещины
следствия внутренних напряжений из-за различных скоростей охлаждения по сечению
трещины - неисправимый брак
коробление устраняют рихтовкой или правкой
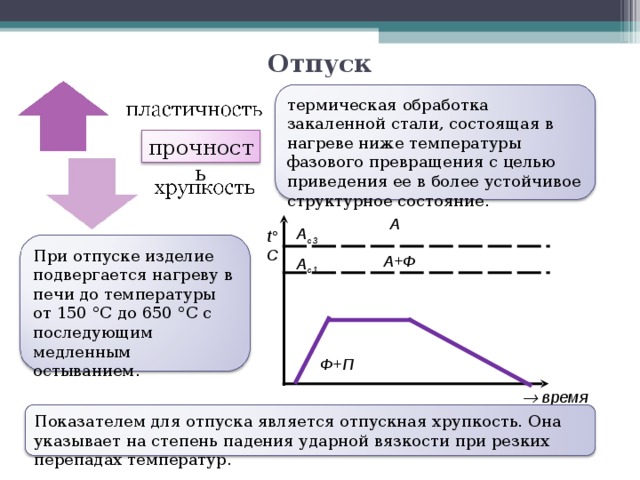
Отпуск
термическая обработка закаленной стали, состоящая в нагреве ниже температуры фазового превращения с целью приведения ее в более устойчивое структурное состояние.
прочность
A
A c3
t°C
При отпуске изделие подвергается нагреву в печи до температуры от 150 °C до 650 °C с последующим медленным остыванием.
A +Ф
A c1
Ф+П
время
Показателем для отпуска является отпускная хрупкость. Она указывает на степень падения ударной вязкости при резких перепадах температур.
42
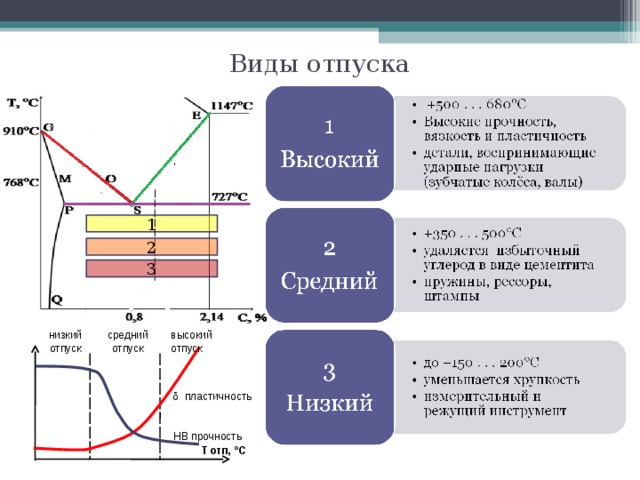
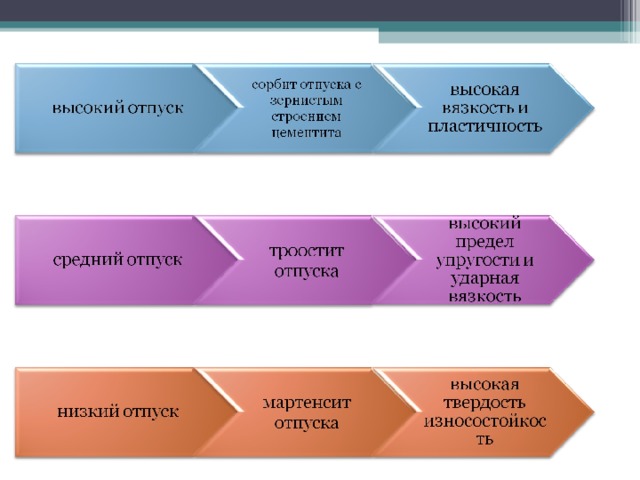
Виды отпуска
1
2
3
низкий отпуск
средний отпуск
высокий отпуск
δ пластичность
НВ прочность
Т отп, °С
Термическая обработка, состоящая из закалки и высокого отпуска, называется улучшением. Она является основным видом обработки конструкционных сталей.
Отпуск закалённой детали должен быть проведён в течение 24 часов после её закалки

Температуру нагревания при отпускании
- определяют по цветам побежалости, т.е. цветами окислительной пленки, которая возникает на зачищенной поверхности изделия во время нагревания:
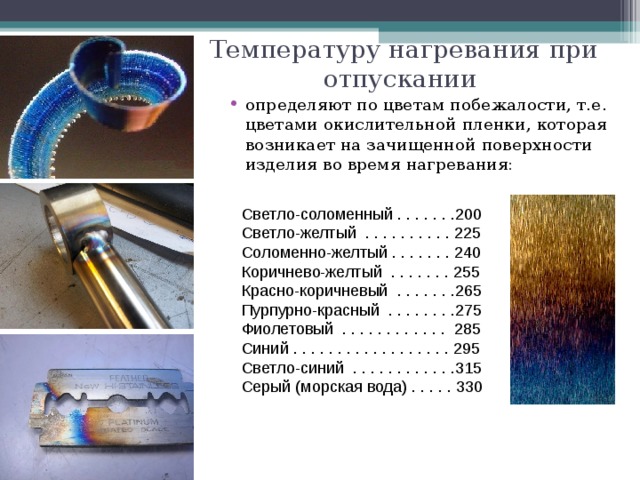
Температуру нагревания при отпускании
- определяют по цветам побежалости, т.е. цветами окислительной пленки, которая возникает на зачищенной поверхности изделия во время нагревания:
Светло-соломенный . . . . . . .200 Светло-желтый . . . . . . . . . . 225 Соломенно-желтый . . . . . . . 240 Коричнево-желтый . . . . . . . 255 Красно-коричневый . . . . . . .265 Пурпурно-красный . . . . . . . .275 Фиолетовый . . . . . . . . . . . . 285 Синий . . . . . . . . . . . . . . . . . . 295 Светло-синий . . . . . . . . . . . .315 Серый (морская вода) . . . . . 330
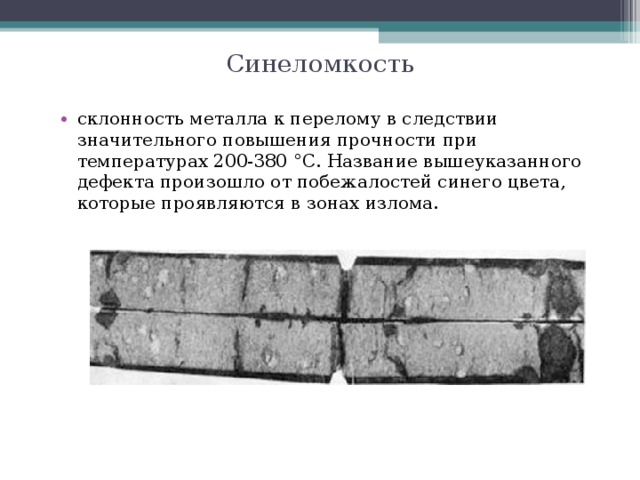
Синеломкость
- склонность металла к перелому в следствии значительного повышения прочности при температурах 200-380 °С. Название вышеуказанного дефекта произошло от побежалостей синего цвета, которые проявляются в зонах излома.

Криогенная обработка металлов
однократный процесс обработки металла при сверхнизких температурах (ниже -153°С)
увеличивает срок службы режущих инструментов, штампов, цепных и зубчатых передач, пружин, упругих элементов и быстроизнашивающихся деталей
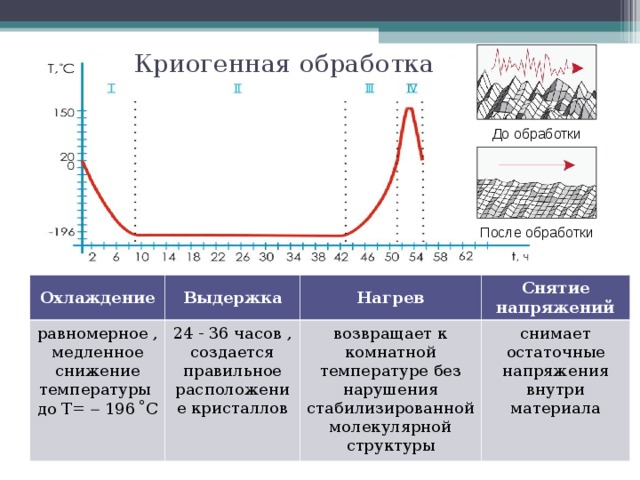
Криогенная обработка
До обработки
После обработки
Охлаждение
Выдержка
равномерное , медленное снижение температуры до Т= 196 ̊С
Нагрев
24 - 36 часов , создается правильное расположение кристаллов
Снятие напряжений
возвращает к комнатной температуре без нарушения стабилизированной молекулярной структуры
снимает остаточные напряжения внутри материала

Области применения криогенной обработки
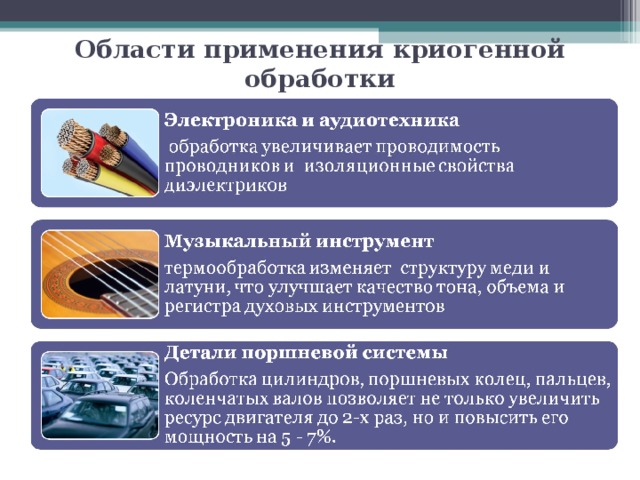
Области применения криогенной обработки
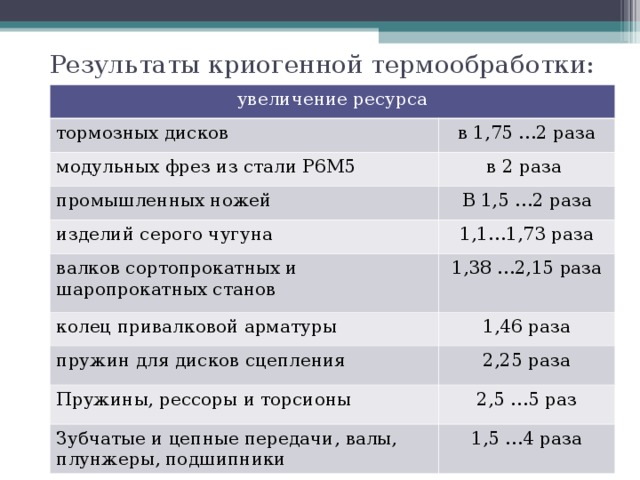
Результаты криогенной термообработки:
увеличение ресурса
тормозных дисков
в 1,75 …2 раза
модульных фрез из стали Р6М5
в 2 раза
промышленных ножей
В 1,5 …2 раза
изделий серого чугуна
1,1…1,73 раза
валков сортопрокатных и шаропрокатных станов
1,38 …2,15 раза
колец привалковой арматуры
1,46 раза
пружин для дисков сцепления
2,25 раза
Пружины, рессоры и торсионы
2,5 …5 раз
Зубчатые и цепные передачи, валы, плунжеры, подшипники
1,5 …4 раза







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

