

СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока



№4 Основные типы сварных соединений

Просмотр содержимого документа
«№4 Основные типы сварных соединений»
Основные типы сварных соединений.
Сварным соединением называют неразъемное соединение двух деталей, выполненное сваркой. При ручной дуговой сварке применяют стыковое, угловое, тавровое, нахлесточное и торцовое соединения. Применяется также соединение нахлесточное с точечным сварным швом, выполненное дугой (ГОСТ 14776—79).
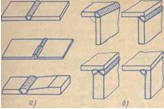
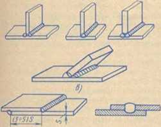
Рис. Основные типы сварных соединений: а — стыковые, 6 — угловые, в — тавровые,
г — нахлёсточное, д - нахлесточное точечное. S – толщина металла.
Тип сварного соединения определяет проектировщик, а форму поперечного сечения данного типа соединения устанавливает технолог.
Каждый тип сварного соединения имеет свои преимущества и недостатки.
Стыковое соединение наиболее распространено в сварных изделиях, так как имеет преимущества перед остальными:
1. Широкий диапазон толщин свариваемых частей (1 — 175 мм).
2. Наименьший расход электродного металла на образование соединения.
3. Надежное и удобное для контроля качества соединения.
Недостатки стыковых соединений перед другими типами:
1. Необходимость более точной сборки деталей под сварку.
2. Сложность обработки кромок под сварку профильного металла (уголки, швеллеры, тавры, двутавры).
Недостатки нахлесточных соединений перед другими типами:
1. Повышенный расход основного металла па перекрытие в соединении. Величина нахлестки по ГОСТу должна быть не менее трех толщин тонкой детали; ограничивается максимальная толщина для соединения не более 60 мм.
2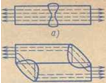 . Распределение силового потока в нахлёсточном соединении является нелинейным, поэтому оно хуже работает на переменную или динамическую нагрузку, чем стыковое.
. Распределение силового потока в нахлёсточном соединении является нелинейным, поэтому оно хуже работает на переменную или динамическую нагрузку, чем стыковое.
Рис. Распределение силовых линий в соединениях:
а — стыковом, б — нахлёсточном.
3. Возможность проникновения влаги в щель между перекрываемыми листами, что вызывает коррозию сварного соединения.
4. Сложность определения дефектов сварки.
Преимущества нахлесточного соединения:
1. Отсутствие скоса кромок под сварку.
2. Простота сборки соединения (возможность подгонки размеров за счет величины нахлестки).
Соединения с точечными швами применяют в нахлесточных и тавровых соединениях, при этом получают прочные, но неплотные соединения. Верхний лист пробивается или просверливается, а отверстие заваривается так, чтобы был частично проплавлен нижний лист (или профиль). При толщине верхнего листа до 12 мм его можно предварительно не просверливать, а проплавлять дугой.
Угловые соединения имеют свою специфику, так как заменить их, с точки зрения проектирования, нет возможности.
Комплекты видеоуроков для учителей







© 2020, Кварацхелия Георгий Владимирович 912 68
Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

