Россия, Тольятти


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до 25.06.2025
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 06.11.2019 13:59

Фирсова Людмила Васильевна
Преподаватель общепрофессиональных дисциплин
67 лет
Местоположение
Специализация
Лабораторная работа 5
Категория:
Прочее
15.02.2016 16:40

Просмотр содержимого документа
«Лабораторная работа 5»
ЛАБОРАТОРНАЯ РАБОТА 5
5.1 Тема
Определение степени износа проходной стороны рабочей скобы помощью концевых мер длины.
5.2 Цель работы
Ознакомление с плоскопараллельными концевыми мерами длины, методикой составления блоков, а также с методикой оценки результатов замеров.
5.3 Задание
Определить действительные размеры скобы с помощью концевых мер длины и сделать заключение о ее годности.
5.4 Общие сведения
5.4.1 Оснащение лабораторной работы:
а) набор плоскопараллельных мер длины;
б) набор концевых мер;
в) обтирочный материал;
г) калибры – скобы;
д) штангенциркуль.
5.4.2 Метод составления блока мер.
Определение предельных изношенных размеров скоб с помощью концевых мер длины является точным методом. Концевые меры длины представляют собой стальные закаленные параллелепипеды, у которых две противоположные измерительные грани расположены на исключительно точном расстоянии. Поэтому, концевые меры длины являются основным средством обеспечения единства меры в машино- и приборостроении.
Для получения заданных размеров из плиток составляют блоки путем взаимной притирки нескольких (рекомендуется не более четырех плиток и, как исключение, из пяти). Блоки составляют по определенному правилу, которое рассмотрим на примере по размеру 17,105 мм. Первая плитка всегда должна содержать последнюю цифру заданного размера. В нашем случае берем плитку из набора с размером 1,005 мм, затем, вычитая из размера 17,105 размер 1,005, получаем 16,1. Вторую плитку выбираем из набора со значением последней цифры в остатке 1,1 мм. Следующий остаток равен 15мм. Поэтому третья и четвертая плитка имеет размеры 5 и 10мм. Таким образом, получаем блок мер, состоящий из плиток с размерами:
| 1,005 |
| +1,1 |
| +5,0 |
| +10 |
| 17,105 |
Плитку размером 1,005 мм следует расположить между двумя мерами, то есть поместить ее в середине блока.
5.4.3 Метод измерения исполнительных размеров скоб с помощью блоков концевых мер.
Предельные исполнительные размеры калибров-скоб являются исходными для составления блоков мер. Поскольку в процессе эксплуатации калибров-скоб их размеры вследствие износа измеряются в сторону увеличения ,то пробные блоки составляются через 0,005мм от расчетного исполнительного размера тоже в большую сторону.
Например: Расчетный исполнительный размер имеет величину ПР= 21,375 мм.
Расчет пяти блоков мер для данного размера:
1-й блок 21,375 = (1,005 + 1,73 + 10 + 9)
2-й блок 21,380 =(1,38 + 20)
3-й блок 21,385 = (1,005 + 1,38 + 9 + 10)
4-й блок 21,390 = (1,39 + 20)
5-й блок 21,395 = (1,005 + 1,39 + 9+19)
При определении размера с точностью 0,005мм блоки необходимо составлять через каждые 0,005мм. Измерение производят путем определения проходимости блока в размер скобы. Если 1-й блок проходит свободно, то составляют 2-й блок и снова определяют прохождение его в размере. Размер скобы считается равным размеру блока, если последний проходит с нормальным измерительным давлением, при котором блок концевых мер перемещается между измерительными поверхностями скобы с небольшим усилием и без качки.
5.4.4 Заключение-отчет о годности калибра-скобы.
Полученные действительные размеры скобы ПРi и НЕi в результате измерений , нанести красной линией на схему полей допусков в соответствующем масштабе. На основании полученных данных произвести анализ и определить возможной применение скобы, исходя из 4-х возможных случаев:
а)скоба может быть использована рабочим, если действительный размер соответствует размеру новой скобы или изношенной не более чем на 1/2 допуска H1;
б) скоба может быть использована работником ОТК (браковщиком), если ее размер больше размера скобы, изношенной на 2/3 допуска износа и меньше полностью изношенной скобы;
в) скоба может быть использована приемщиком, если ее размер равен или больше полностью изношенной скобы, но лежит в пределах допускаемых отклонений приемной скобы;
г)скоба не может быть использована ни одним из указанных выше в трех случаях участков производства, если размеры скобы меньше исполнительного размера и больше полностью изношенного ПРизн.
5.5 Составление отчета по лабораторной работе
5.5.1 Тема
Определение степени износа проходной стороны рабочей скобы с помощью концевых мер длины .
5.5.2 Цель работы
Ознакомление с плоскопараллельными концевыми мерами длины, методикой составления блоков, а также с методикой оценки результатов замеров.
5.5.3 Задание
Измерить действительные размеры калибра - скобы и сделать заключение о ее годности.
5.5.4 Ход работы.
5.5.4.1 По маркировке на калибре установить данные контролируемого вала :
а) номинальный размер вала;
б) поле допуска вала;
в) предельные отклонения вала;
г) предельные размеры вала.
5.5.4.2 Рассчитать исполнительные размеры калибра – скобы:
а) по стандарту установить допуск и отклонения:
H1; Z1; Y1;
б) рассчитать исполнительный размер проходной стороны:
ПРmin = dmax – Z1 – H1/2;
в) рассчитать размер изношенной проходной стороны:
ПРизн = dmax +Y1;
г)рассчитать исполнительный размер непроходной стороны:
НЕmin = dmin – H1/2 .
5.5.4.3. Построить схему расположения полей допусков.
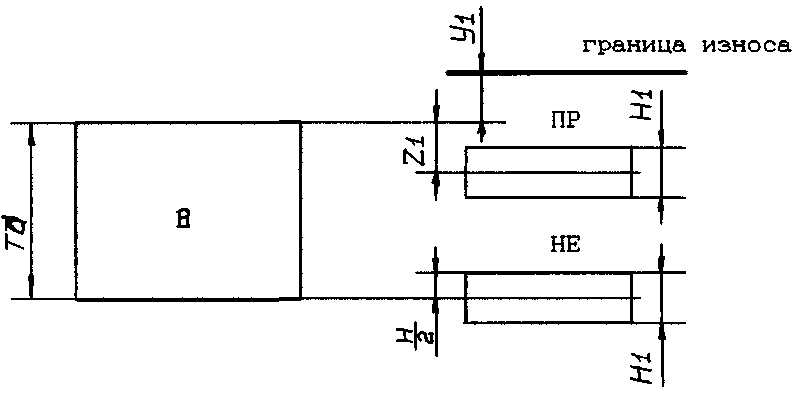
Рисунок 1 - Схема расположения полей допусков калибра-скобы
5.5.4.4 Заполнить таблицу 1.
Таблица 1- Данные набора концевых мер
| № набора | Завод-изготовитель | Кол-во мер в наборе | Класс точности |
| | | | |
5.5.4.5 Составить блоки мер через 0.005 мм от расчетного исполнительного размера и определить действительные размеры.
Таблица 2 - Составление блоков мер
| Обозначение скобы | № блока | Размер блока | Состав блока | |||
| 1 мера | 2 мера | 3 мера | 4 мера | |||
| ПР | | | | | | |
| | | | | | | |
| | | | | | | |
| | | | | | | |
| | | | | | | |
| НЕ | | | | | | |
| | | | | | | |
| | | | | | | |
| | | | | | | |
5.5.4.6 Результаты замера: ПРi = НЕi =
5.5.4.7 Проставить полученные размеры на схеме и сделать заключение о годности скобы.
5.6 Контрольные вопросы
5.6.1 Какие калибры называются рабочими?
5.6.2 В чем особенность допуска, установленного на изготовление калибра-скобы?
5.6.3 Какие размеры являются исполнительными для калибров - скоб?
5.4.4 Назначение концевых мер длины.








© 2016, Фирсова Людмила Васильевна 1506 7
Рекомендуем курсы ПК и ППК для учителей






Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!
Полезное для учителя

Реализация образовательных программ осуществляется с применением исключительно электронного обучения и ДОТ





