Россия, Тольятти


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 06.11.2019 13:59

Фирсова Людмила Васильевна
Преподаватель общепрофессиональных дисциплин
68 лет
Местоположение
Специализация
Лабораторная работа 3
Категория:
Прочее
15.02.2016 16:38

Просмотр содержимого документа
«Лабораторная работа 3»
ЛАБОРАТОРНАЯ РАБОТА 3
3.1 Тема
Изучение конструкции гладких калибров – скоб.
3.2 Цель работы
Изучение различных конструкций гладких калибров- скоб. Их назначение, применение, маркировка.
3.3 Задание
Изучить конструкции калибров– скоб. Выполнить расчет исполнительных размеров.
3.4 Общие сведения
3.4.1 Предельные калибры.
При массовом и крупносерийном производствах годность деталей с допусками от IТ6 до IТ17 проверяют калибрами. Этими калибрами контролируют размеры гладких цилиндрических, конусных, резьбовых и шлицевых деталей, глубин и высот уступов, длин, а также расположения поверхностей и другие параметры.
Калибры - это бесшкальные измерительные инструменты, предназначенные для контроля размеров, формы и взаимного расположения поверхностей детали.
Калибры бывают предельные и нормальные. Предельные калибры ограничивают наибольший и наименьший предельные размеры детали и позволяют установить находится ли проверяемый размер в пределах допуска в соответствии с рисунком 1 .Предельные калибры имеют либо две стороны: проходную ПР и непроходную НЕ (двупредельный), либо одну из них (однопредельный). В последнем случае для контроля изделия применяется комплект из двух калибров: проходного ПР и непроходного НЕ.

Рисунок 1- Схема контроля изделия калибрами
ГОСТ 24851-81 устанавливает виды наименований, условные обозначения и номера, а также конструктивные схемы калибров для гладких цилиндрических отверстий и валов.
Калибры для контроля вала и относящиеся к ним контрольные калибры:
ПР (1) - калибр-кольцо гладкий проходной;
ПР (2) - калибр-скоба гладкий проходной;
НЕ (3) - калибр-скоба гладкий непроходной;
НЕ (4) - калибр-кольцо гладкий непроходной;
К-ПР(8) - калибр гладкий, контрольный, проходной, для нового гладкого проходного калибра-скобы; К-НЕ(9) -калибр гладкий, контрольный, проходной для нового гладкого непроходного калибра-скобы; К-И(10) -калибр гладкий, контрольный, для контроля износа гладкого проходного калибра-скобы.
Проходным калибром ПР называют калибр, контролирующий предельный размер, соответствующий максимуму материала проверяемого изделия. Непроходным калибром НЕ называют калибр, контролирующий предельный размер, соответствующий минимуму материала в соответствии с рисунком 1.
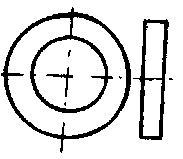
Контрольный калибр (К-ПР, К-НЕ, К-И) - это калибр, применяемый для контроля рабочих калибров-скоб. Они имеют форму шайбы для цилиндра вместо контркалибров можно применять концевые меры длины.
3.4.2 Нормальные калибры.
Нормальными калибрами называют точные шаблоны, которые служат для контроля сложных профилей. Нормальные калибры изготавливают по нормальному размеру детали. О годности деталей судят по равномерности зазора между проверяемым профилем и рабочим профилем нормального калибра "на просвет", "на краску", либо с помощью набора щупов.
В машиностроении применяют наборы радиусных шаблонов для контроля радиусов вогнутых и выпуклых поверхностей (Рисунок 2а), наборы резьбовых калибров (Рисунок 2б ), наборы щупов для определения зазора между плоскостями (Рисунок 2в ).
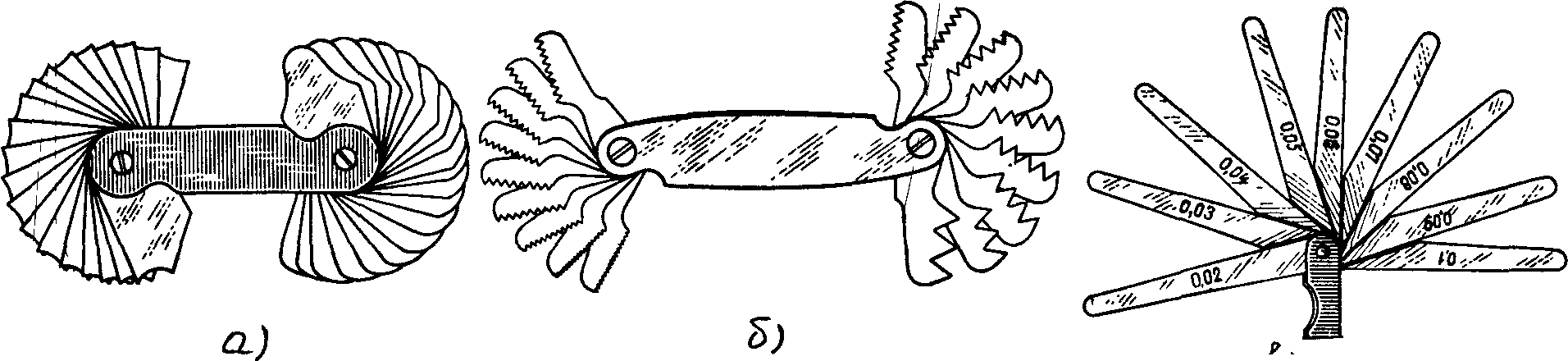
в)
Рисунок 2 - Нормальные калибры
К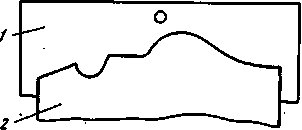
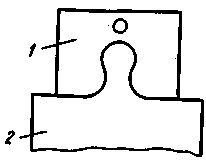 шаблонам относятся угловые, радиусные, галтельные и другие в соответствии с рисунком 3. Шаблоны воспроизводят конфигурацию различных фасонных поверхностей. Большинство шаблонов изготавливают в паре с контршаблоном в соответствии с рисунком 3.
шаблонам относятся угловые, радиусные, галтельные и другие в соответствии с рисунком 3. Шаблоны воспроизводят конфигурацию различных фасонных поверхностей. Большинство шаблонов изготавливают в паре с контршаблоном в соответствии с рисунком 3.
1- шаблон, 2- изделие 1- шаблон, 2- изделие
Рисунок 3 - Нормальные калибры (шаблоны)
3.4.3 Предельные калибры для глубин и высот уступов.
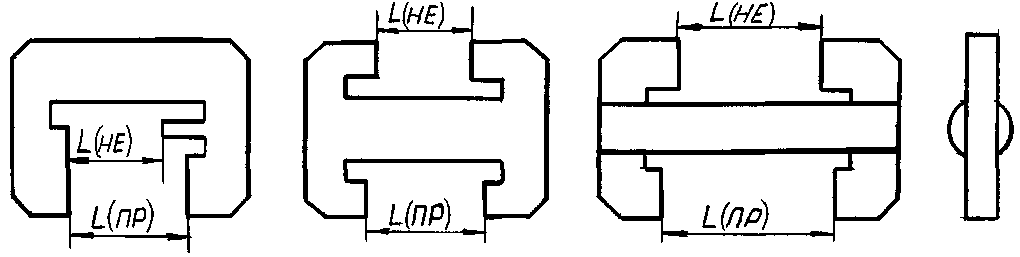
Глубины и высоты уступов с размерами 1-500 мм и допусками 11-17 квалитетов контролируют предельными калибрами, предельные отклонения которых предусмотрены по ГОСТ 2634-77. Калибры предельные для глубин и высот уступов конструктивно представляют собой ступенчатые пластины различной формы в соответствии с рисунком 4.
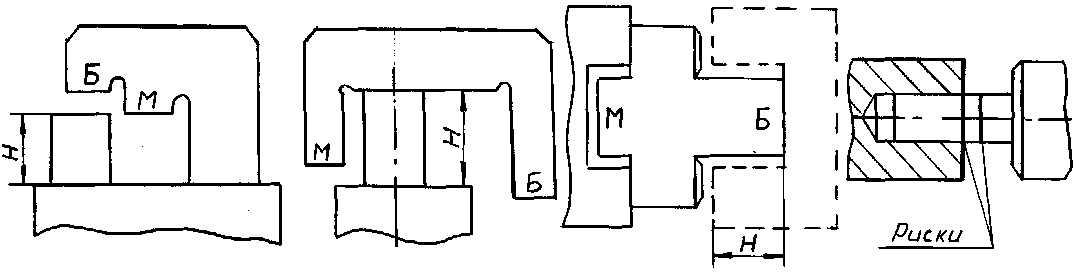
а) б) в) г)
Рисунок 4 - Предельные калибры для контроля глубин и высот уступов
Сторону рабочего калибра для наибольшего предельного размера обозначают буквой Б, сторону наименьшего предельного размера- буквой М.
3.4.4 Калибры-скобы для контроля длин.
Длины изделий от 10 до 500 мм, с 6-го и более грубых квалитетов контролируют предельными калибрами-скобами, конструкция и размеры которых предусмотрены по ГОСТ 18355-73 - ГОСТ 18357-73.
а) б ) в)
Рисунок 5 - Калибры – скобы для контроля длин
Изготавливают односторонние двупредельные калибры-скобы для контроля длин от 10 до 360 мм в соответствии с рисунком 5а, 56 и калибры-скобы двусторонние для длин свыше 300 до 500 мм в соответствии с рисунком 5в. Исполнительные размеры длин калибров-скоб предусмотрены по ГОСТ 21401-75, технические требования и маркировка по ГОСТ 2015-84. Калибры-скобы для контроля длин имеют проходную ПР и непроходную НЕ стороны, которые контролируют предельные размеры изделия. Длина изделия считается годной, если проходная сторона ПР калибра-скобы проходит, а непроходная НЕ - не проходит.
3.4.5 Конструкции гладких калибров-скоб.
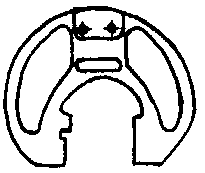
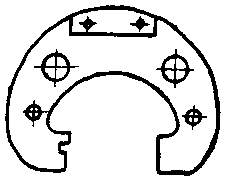
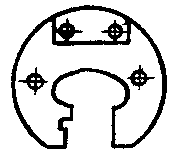
Конструктивно гладкие калибры-скобы выполняются регулируемыми (ГОСТ 2216-84), нерегулируемыми (жесткими) (ГОСТ 18358-73; ГОСТ 14827-69) и калибры, оснащенные твердым сплавом (ГОСТ1677571; ГОСТ1678071). Регулируемые скобы по сравнению с жесткими имеют меньшую точность и надежность и их применяют для контроля изделий квалитета 8 и более. На рисунке 6 показаны различные конструкции гладких калибров-скоб.
а) б) в)
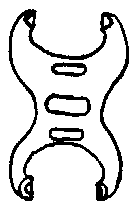
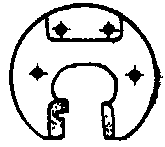

г) д ) е) ж)
Рисунок 6 - Основные конструкции калибров-скобдля контроля валов:
а) скоба листовая односторонняя (10-100 мм);
б) скоба листовая односторонняя ( 100-260 мм);
в) скоба штампованная ( 10-180 мм);
г) скоба штампованная двусторонняя ( 10-100 мм);
д) скоба регулируемая ( 3-340 мм);
е) скоба с пластинками твердого сплава ( 10-180 мм);
ж) калибр-кольцо проходной (непроходной).
3.4.6 Технические требования на изготовление гладких калибров-скоб.
Измерительные детали калибров- скоб изготавливают из стали марки 15 или 20 по ГОСТ 1050-74, допускается изготовление из стали марки У8А, У10А или У12А по ГОСТ 1435-74.
Шероховатость измерительных поверхностей калибров- скоб:
| 6 квалитет | Ra = 0,04 – 0,08 мкм |
| 7 – 9 квалитет | Ra = 0,08 – 0,16 мкм |
| 10 – 12 квалитет | Ra = 0,16 мкм |
| 13 и более грубый квалитет | Ra = 0,32 мкм |
Твердость рабочих поверхностей гладких калибров находится в пределах 56 - 64 НRСэ. Для повышения износостойкости калибров рабочие поверхности хромируют. Изготавливают калибры, оснащенные твердым сплавом, износостойкость которых в 50 - 150 раз выше по сравнению с износостойкостью хромированных калибров.
3.4.7 Маркировка калибров-скоб по ГОСТ 2015-74 (Рисунок 7).
На каждом калибре наносится на ручке и на насадках:
- контролируемый номинальный размер вала;
- обозначение поля допуска вала;
- числовые величины предельных отклонений вала в мм;
- обозначение назначения калибра (ПР, НЕ, К-ПР, К-НЕ, К-И);
- товарный знак завода-изготовителя.

Рисунок 7 – Маркировка калибров – скоб
3.4.8 Допуски калибров-скоб (ГОСТ 24853-81)
Проходные рабочие калибры-скобы ПР в процессе эксплуатации изнашиваются и размеры их измеряются (примерно от 500 до 1000 деталей, контролируемых калибром, вызывают его износ на 1мкм). Вследствие этого введен допуск на износ (граница износа), по достижению которой калибр изымается из применения. Граница износа располагается от проходного предела ПР вала на Y1. Для калибров 9-17 квалитетов номинальных размеров до 180 мм Y1 = 0. Для всех проходных калибров-скоб ПР поля допусков H1 сдвинуты внутрь поля допуска изделия на величину Z1 в соответствии с рисунком 8.
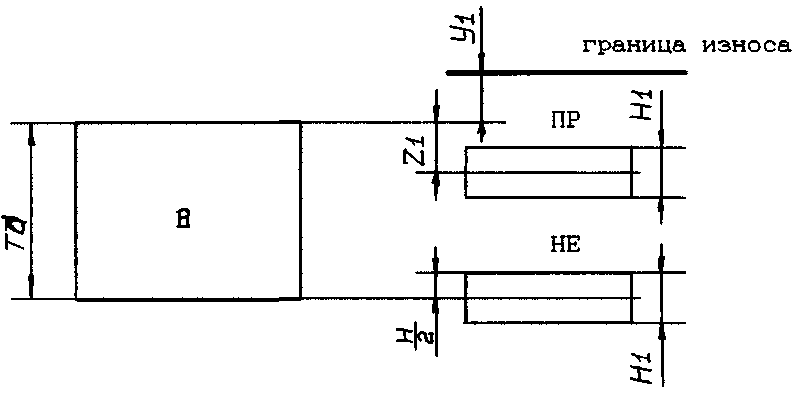
Рисунок 8 - Схема расположения полей допусков
калибра-скобы
3.4.9 Правила контроля гладкими калибрами:
а) калибр-скоба проходной ПР должен проходить по валу под действием собственного веса или усилия не менее 1 н;
б) при контроле цилиндрического вала скобой контроль следует производить в двух-трех плоскостях (разворот скобой или контролируемого изделия на 60 - 90 град.);
в)калибр-скоба непроходной НЕ не должен проходить, в крайнем случае "закусывать" не более 1,5 мм с одной стороны или в сумме с двух сторон;
г) изделие считается годным, если проходной калибр ПР проходит, а непроходной калибр НЕ не проходит через изделие.
3.5 Составление отчета по лабораторной работе
3.5.1 Тема
Изучение конструкций гладких калибров.
3.5.2 Цель работы
Изучение различных конструкций гладких калибров-скоб, их назначение, применение, маркировка.
3.5.3 Задание
Изучить конструкции калибров- скоб. Выполнить расчет исполнительных размеров.
3.5.4 Ход работы
3.5.4.1. Выполнить эскиз калибра- скобы.
3.5.4.2. По маркировке на калибре установить:
а) назначение скоб;
б) номинальный размер вала;
в) поле допуска вала;
г) предельные отклонения вала;
д) предельные размеры вала.
3.5.4.3. Рассчитайте исполнительные размеры калибра-скобы.
а) установить следующие значения:
H1; Z1; Y1
б) рассчитать исполнительный размер проходной стороны:
ПРmax = dmax - Z1 - H1/2
в) рассчитать размер изношенной проходной стороны:
ПРизн. = dmax +Y1
г) рассчитать исполнительный размер непроходной стороны:
НЕmax = dmin – H1/2
3.5.4.4 Построить схему расположения полей допусков.
3.5.4.5 Проставить все размеры на эскизе калибра –скобы.
3.6 Контрольные вопросы
3.6.1 Что называется калибрами?
3.6.2 Какие калибры называются предельными?
3.6.3 Для чего служат контрольные калибры?
3.6.4 Маркировка гладких калибров.








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

