Россия, г. Мариинск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 15.06.2025 10:39

Суровцов Алексей Михайлович
мастер производственного обучения
62 года
Местоположение
Методическая разработка
Категория:
Прочее
17.10.2022 11:03

Просмотр содержимого документа
«Методическая разработка»
федеральное казенное профессиональное
образовательное учреждение №264
Федеральной службы исполнения наказаний
Методическая разработка
Конкурс профессионального мастерства «Лучший по профессии», профессии Машинист (кочегар) котельной
Разработал:
мастер производственного обучения
Суровцов А.М.
Мариинск, 2022
Содержание
| Пояснительная записка……………………………….………………… | 3 |
| Методическая разработка конкурса «Лучший по профессии»……….. | 4 |
| Приложение №1…………………………………………………………. | 6 |
| Приложение №2…………………………………………………………. | 10 |
| Приложение №3…………………………………………………………. | 11 |
| Приложение №4…………………………………………………………. | 15 |
| Приложение №5…………………………………………………………. | 16 |
| 8.Список литературы…………………………………………………….. | 17 |
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
Методическая разработка предназначена для проведения конкурса профессионального мастерства среди обучающихся группы по профессии «Машинист (кочегар) котельной».
Методическая разработка конкурса включает тестовые задания, и практическую работу. Раздел «Практическая работа» включает выполнение сборки «Притирка металла». Представлены критерии выполнения практической и теоретической частей конкурса.
Конкурс проводится в кабинете теоретического обучения и учебных мастерских по профессии.
Рабочие места оснащаются в соответствии с требованиями охраны труда, санитарно-гигиеническими правилами, содержат полный комплект оборудования, приспособлений инструментов и материалов, необходимых для проведения конкурса.
Конкурс проводится в два этапа: 1 этап – теоретический, 2 этап – выполнение производственного задания.
Для участия в первом теоретическом этапе Конкурса допускаются участники с учетом требований пункта 2.2. настоящего положения.
Для участия во втором этапе Конкурса - выполнение производственного задания, допускаются участники, которые по решению комиссии успешно справились с теоретически заданием.
Конкурсные задания составляются с учетом их практической целесообразности.
Теоретические задания представляют собой тестирование, состоящее из 10 (десяти) вопросов. Время выполнения 10 минут.
Теоретические задания оцениваются комиссией на основании ответов конкурсантов по 10-балльной рейтинговой шкале.
Для выполнения производственного задания все участникам Конкурса предоставляются равноценные рабочие места с необходимыми материалами, сырьем.
Практическое задание состоит из технологических операций.
Время на выполнение заданий – 120 минут.
Разработка конкурса предназначена для преподавателей и мастеров производственного обучения по профессии «Машинист (кочегар) котельной».
Целью конкурса профессионального мастерства является выявить лучших из числа участников, представляется одной из эффективных форм работы в рамках производственного обучения и позволяет выявлять и развивать интересы и способности обучающихся.
МЕТОДИЧЕСКАЯ РАЗРАБОТКА
КОНКУРСА «ЛУЧШИЙ ПО ПРОФЕССИИ»
Цель: выявить лучших обучающихся по уровню освоения профессиональных компетенций и способности к творческому решению профессиональных задач.
Задачи:
Выявить уровень профессиональной подготовки обучающихся по компетенции – электромонтер по ремонту и обслуживанию электрооборудования.
Способствовать развитию умения самостоятельно решать проблемы, применять свои знания, умения, навыки при выполнении трудовых операций и оценки конечного результата.
Привить обучающимся чувство ответственности и гордости за выбранную профессию, способствовать воспитанию основ экономической и экологической грамотности.
Ход конкурса
1. Организационный момент (10 минут):
1. Объявление цели и задач, порядка выполнения конкурсных заданий.
2. Теоретический конкурс (10 минут).
Тестирование обучающихся на знание теоретического материала (Приложение № 1).
3. Перерыв (10 минут).
Подводятся итоги тестирования теоретической части в соответствии с разработанными эталонами ответов. Заполняется ведомость оценок теоретического этапа конкурса (Приложение №2).
4. Практический конкурс (2 часа).
Выполнение производственного задания, допускаются участники, которые по решению комиссии успешно справились с теоретическим заданием.
Мастер п./о проводит инструктаж по технике безопасности при работе; кратко рассказывает, какую работу должен выполнить каждый участник конкурса; озвучивает критерии оценок при выполнении каждой операции.
Участникам конкурса выдают технологическую карту последовательности изготовления переносной лампы (Приложение №3).
5.Подведение итогов конкурса (10 минут).
Жюри оценивает выполнение практической работы в соответствии с разработанными критериями и заполняет ведомость оценок практической работы (Приложение №4).
Результаты оценивания теоретического этапа и практической работы заносятся в итоговую ведомость оценок конкурса профессионального мастерства по профессии «Машинист (кочегар) котельной». (Приложение№5).
Награждение победителей (10 минут).
Общее время проведения конкурса – 2 ч. 50 мин.
Приложение №1
Тест для теоретического этапа конкурса
Вопрос 1. Инструмент многолезвийный для обработки металлов, дерева, и т.д.
Варианты ответов
А. напильник
Б. керн
В. шабер
Вопрос 2. Как называется нанесение на заготовку линий и точек, для обозначения границ обработки и центров отверстий
Варианты ответов
А. эскиз
Б. разметка
В. чертёж
Вопрос 3. К какому виду соединений относится клёпка?
Варианты ответов
А. разъёмным
Б. неразъёмным
В. неподвижным
Вопрос 4. Составить соответствие между названиями разметочных инструментов и их рисунками
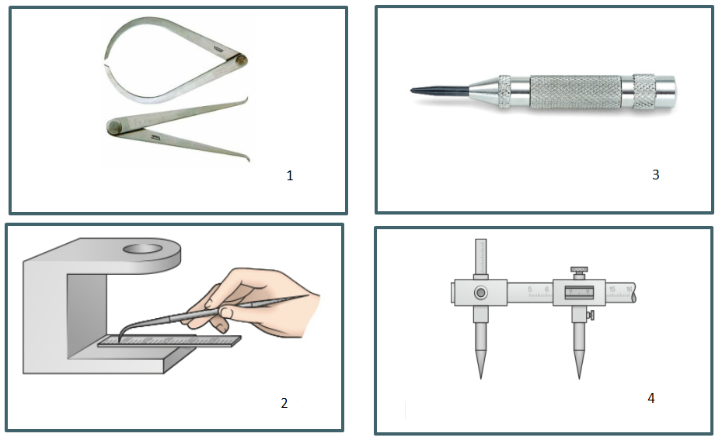
Варианты ответов
А. 1-чертилка, 2-кронциркуль, 3-разметочный циркуль, 4- кернер
Б. 1-кронциркуль, 2- чертилка, 3- кернер, 4- разметочный циркуль
В. 1- кернер, 2-кронциркуль, 3-разметочный циркуль, 4- чертилка
Вопрос 5. На каком рисунке, изображена заклёпка с потайной головкой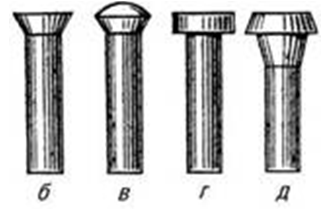
Варианты ответов
А. на рисунке: б и в
Б. на рисунке: г и д
В. на рисунке: б
Вопрос 6. Составить соответствие между названиями пригоночных операций и их схемами
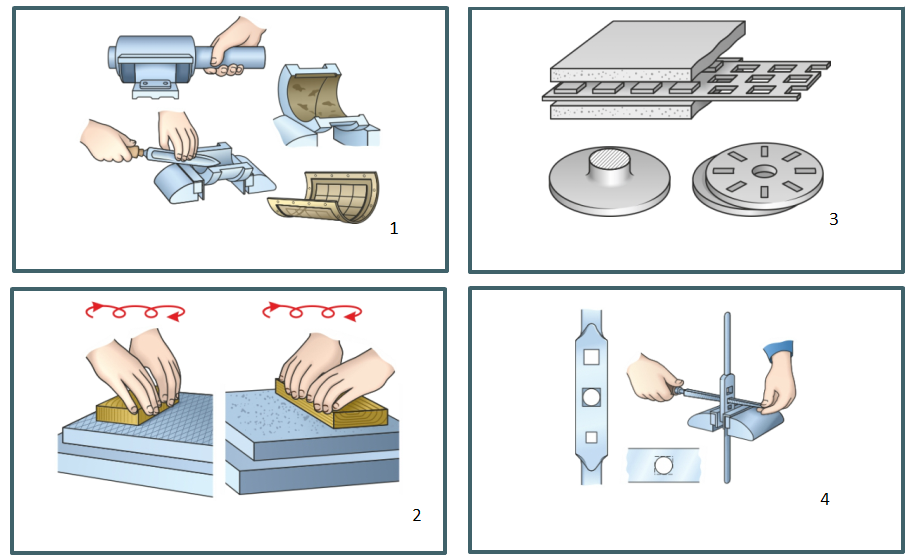
Варианты ответов
А. 1-шабрение, 2-притирка, 3-доводка, 4- распиливание
Б. 1-притирка, 2-доводка, 3-шабрение, 4- распиливание
В. 1- доводка, 2-притирка, 3-распиливание, 4- шабрение
Вопрос 7.Составить соответствие классификации резьбы по форме профиля
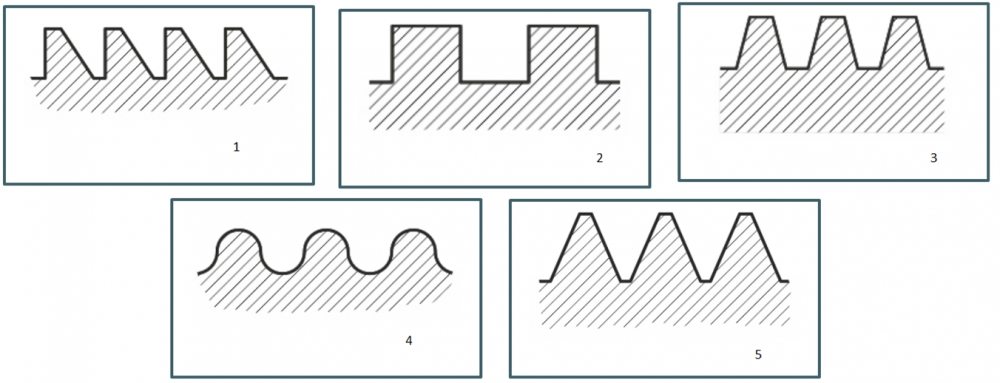
Варианты ответов
А. 1- упорная, 2-прямоугольная , 3- трапецеидальная , 4- круглая, 5-треугольная
Б. 1- упорная, 2- круглая, 3- прямоугольная, 4-треугольная, 5-трапецеидальная
В. 1- трапецеидальная, 2- круглая, 3- прямоугольная, 4-треугольная, 5-упорная
Вопрос 8. Как называется отверстие, показанное на рисунке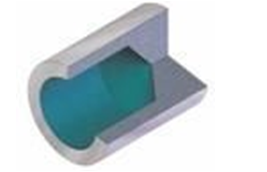
Варианты ответов
А. глухое
Б. сквозное
В. не полное
Вопрос 9.Определить виды резьбы по признакам
Варианты ответов
А. 1-внутренняя, 2 - внешняя
Б. 1-наружная, 2 - внутренняя
В. 1-внутренняя, 2 - внешняя
Вопрос 10. Какая форма шпонки указана на рисунке
: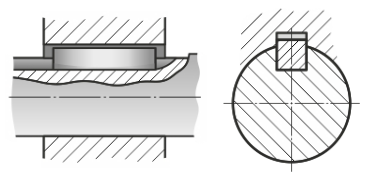
Варианты ответов
А. клиновая
Б. призматическая
В. сегментная
Ответы на тест теоретического этапа конкурса
1. – А.
2. – Б.
3. – Б.
4. – Б.
5. – В.
6. – А.
7. – А.
8. – А.
9. – Б.
10. – А.
Приложение №2
Ведомость оценок теоретического этапа конкурса.
За каждый правильный ответ один бал.
| № | ФИО | Номер вопроса теста теоретического этапа конкурса | Сумма баллов | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||||
| 1 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 2 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 3 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 4 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 5 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 6 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 7 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 8 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 9 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 10 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 11 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 12 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 13 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 14 |
|
|
|
|
|
|
|
|
|
|
|
| |
| 15 |
|
|
|
|
|
|
|
|
|
|
|
| |
По сумме итогов выполнения теоретического и практического конкурса, места распределились следующим образом:
|
Место
| ФИО |
| 1 место |
|
| 2 место |
|
| 3 место |
|
| 4 место |
|
В ходе проведения конкурса победители занявшие первые пять мест допускаются для выполнения практического задания.
| Председатель комиссии: |
|
|
| Члены комиссии: |
|
|
|
|
|
|
|
|
|
|
Приложение №3
Инструкционно – технологическая карта
для выполнения практического этапа конкурса
Притирка металла
| Инструменты | Материалы | Оборудование |
| Лекальные линейки; Контрольные угольники; Индикаторы; Микрометры; Шаблоны криволинейного профиля.
| Абразивные порошки разных номеров; Набор доводочных паст (ГОИ, алмазные); Венская известь; Машинное масло; Бензин или керосин; Ветошь.
| Оборудование: Притирочные плиты; Шаржиры; Притиры разных размеров и профилей. Приспособления: Призмы; Кубики; Конические втулки и пробки; Криволинейные шаблоны.
|
| Технологический процесс | Указания и пояснения |
| 1. Подготовка к притирке и доводке. | |
| Проверка и подготовка поверхности притираемой заготовки. | 1. Проверить поверхность притираемой заготовки: Поверхность должна быть точно отшлифована или пришабрена (припуск на притирку – 0, 01 – 0,02 мм). На поверхности не должно быть царапин, забоин. 2. Промыть притираемую поверхность бензином или керосином и насухо протереть ветошью. |
| Выбор притира по форме и размеру.
| 1. Выбрать форму и размеры притира в зависимости от размеров и формы притираемой заготовки: Для предварительной притирки применяют плиту с канавками (см. рис. № 1). Для окончательной притирки – гладкую (см. рис. № 2).
|
| Выбор и подготовка притирочного материала. | 1. Выбрать притирочный материал: Для предварительной притирки – абразивный порошок № 1 или № 2. Абразивный порошок насыпать в сосуд и хорошо перемешать с керосином или жидким минеральным маслом до получения полужидкой массы-кашицы. Перед началом притирки смочить керосином и насухо вытереть рабочую поверхность притирочной плиты, затем нанести на нее тонкий слой абразивного порошка в виде полужидкой массы или пасты.
|
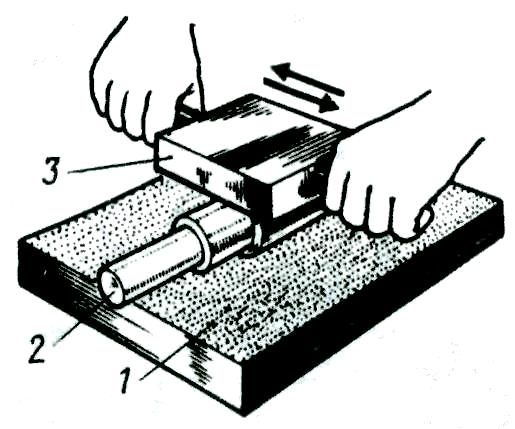
| Подготовка (шаржирование) притиров. Рис. № 1. Рис. № 2. | 1. Подготовить (шаржировать) притиры: Плоский – промыть керосином; насухо вытереть; нанести тонкий равномерный слой притирочной массы; катать по поверхности притира три-пять раз вперед и назад стальной закаленный валик (см. рис. № 1); ветошью, смоченной керосином, удалить с поверхности притира избыток притирочной массы. Круглый (диаметром более 10 мм) – промыть рабочую поверхность плиты 1 керосином и насухо вытереть; на плиту насыпать тонкий ровный слой абразивного порошка; круглый притир 2 прокатывать с помощью другой плиты 3 (см. рис. № 2) до тех пор, пока абразив не будет вдавлен в него равномерно по всей поверхности; удалить остатки порошка; плиту слегка смазать машинным маслом. |
| 2. Приемы и способы притирки и доводки. | |
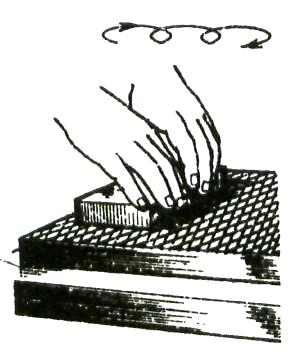
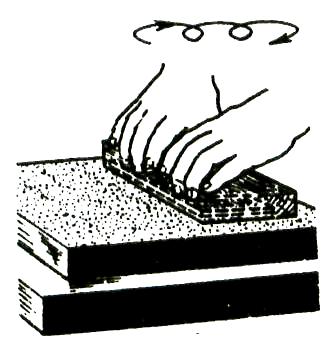
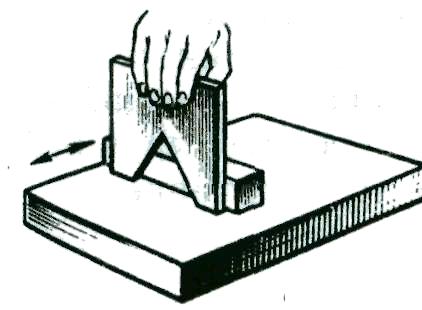
| Притирка широких плоских поверхностей. Рис. № 1. Рис. № 2. | 1. Выбрать притир в зависимости от формы и размеров притираемой заготовки. 2. Подготовить поверхность (см. п. № 1). 3. Подобрать порошки или пасту в зависимости от требуемой шероховатости. 4. Нанести тампоном тонкий и равномерный слой притирочной массы на поверхность притира с канавками (см. рис. № 1). 5. Положить заготовку притираемой плоскостью на притир с канавками и с легким нажимом на нее делать пять-восемь круговых движений по всей плоскости притира. 6. Удалить с поверхности притира избыток притирочной массы. 7. Чистовую (окончательную) притирку выполнить на гладкой плите (см. рис. № 2) до получения матовой или зеркальной поверхности (для зеркальной поверхности применяют притиры из твердого дерева, покрытом разведенной на спирте венской известью). Помни: не следует допускать сильного нажима на заготовку. После пяти-восьми круговых движений абразивный порошок (или пасту) удалять с плиты и заменять новым.
|
| Притирка узких наружных плоских поверхностей.
Рис. № 1. Рис. № 2.
Рис. № 3. Рис. № 4.
Рис. № 5. | 1. Подобрать необходимые вспомогательные приспособления, предупреждающие завалы плоскостей и граней, отклонение от прямолинейности и угла: Кубики (см. рис. № 1), исключающие отклонения от прямого угла. Призмы определенной конфигурации (см. рис. № 2) для притирки граней и фасок. Призмы для притирки фасок (см. рис. № 3). Прямоугольные бруски (см. рис. № 4) для притирки тонких заготовок. 2. Подобрать притирочную плиту.
3. Положить на нее прямоугольный брусок.
4. Прижать заготовку широкой плоскостью к прямоугольному бруску (см. рис. № 5).
5. Сообщать прямоугольному бруску, совмещенному с притираемой поверхностью, возвратно-поступательное движение.
|
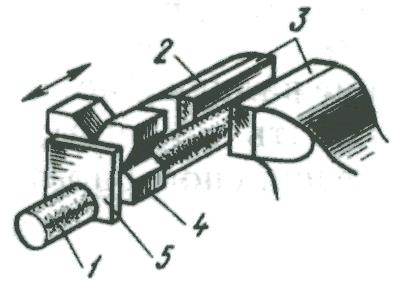
| Притирка криволинейных плоских поверхностей.
| 1. Подобрать притир по конфигурации притираемой заготовки.
2. Закрепить круглый притир 1 (см. рисунок) в слесарных тисках 2 с мягкими губками 3.
3. Для большей устойчивости шаблона наложить на притир 1 направляющую призму (брусок) 4 и притираемый шаблон
4. Взять обеими руками призму (брусок) с прижатым шаблоном и перемещать по притиру в продольном направлении возвратно-поступательным движением. |
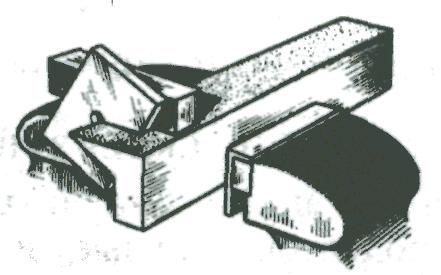
| Притирка узких плоских поверхностей, расположенных под внутренним углом.
| 1. Зажать притир в форме угольника в слесарных тисках с мягкими губками в горизонтальном положении.
2. Прижать притираемую заготовку широкой боковой плоскостью к бруску (см. рисунок).
3. Сообщать бруску совместно с заготовкой возвратно-поступательное движение.
4. Проверить притертую поверхность по вкладышу «на краску». |
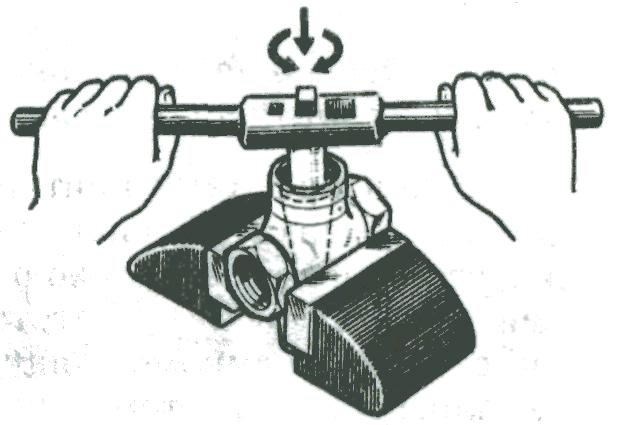
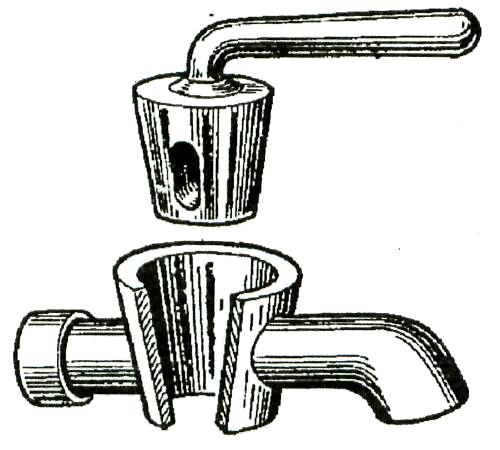
| Притирка внутренних конических поверхностей.
Рис. № 1.
Рис. № 2.
| 1. Проверить заготовки, которые должны быть обработаны с припуском на притирку. 2. Очистить и подготовить поверхности. 3. Зажать корпус заготовки (крана) в слесарных тисках конусным отверстием вверх (см. рисунок № 1). 4. Взять конический притир (пробку) с винтовыми канавками (см. рис. № 2). 5. Нанести на притир ровным слоем абразивно-притирочный материал. 6. Ввести притир в притираемое отверстие.
7. На квадратный хвостовик притира надеть вороток для вращения притира (см. рисунок № 1).
8. Делать неполные обороты воротка в одну и в другую сторону, а затем – полный оборот (обороты выполнять притиркой «с пристукиванием»).
9. После 15-18 оборотов притир вынуть, насухо протереть ветошью, нанести на него абразивно-притирочный материал и снова ввести в притираемое отверстие; притирку продолжать до тех пор, пока поверхности не станут матовыми.
10.Проверить качество притирки мелом или цветным карандашом: вдоль конической поверхности пробки провести мелом черту, затем пробку вставить в притираемое отверстие и провернуть на один-два полных оборота с легким нажимом (если меловая черта стерлась, притирка сделана качественно). Более точный результат дает проверка «на карандаш».
11.Проверить притертые поверхности на отсутствие бликов, т.е. блестящих пятен на матовом фоне.
12.Проверить притертые поверхности на герметичность: Кран и пробку насухо протереть. Пробку ввести в притертое отверстие крана. Со стороны широкого конца капнуть каплю керосина (при хорошей притирке керосин не пройдет через отверстие). |
 Рис. № 1.
Рис. № 1. Рис. № 2.
Рис. № 2.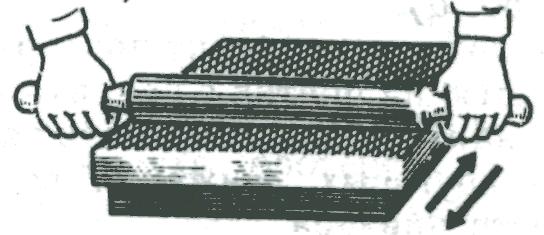

Приложение №4
Ведомость оценок практического этапа конкурса.
| № п/п | ФИО участника | Соблюдение правил техники безопасности | Организация рабочего места | Выполнение норм времени | Правильность сборки | Качество выполнения работы | Общая сумма баллов |
| 1 |
|
|
|
|
|
|
|
| 2 |
|
|
|
|
|
|
|
| 3 |
|
|
|
|
|
|
|
| 4 |
|
|
|
|
|
|
|
| 5 |
|
|
|
|
|
|
|
Критерии оценки практической части:
1. Соблюдение правил техники безопасности - 10 баллов.
За каждое нарушение снимается 1 балл.
2. Организация рабочего места-10 баллов.
Инструменты должны находиться на столе, по окончании работ рабочее место должно быть убрано. За каждое нарушение снимается 1 балл.
3. Выполнение норм времени - 10 баллов.
За каждые 5 минут дополнительного времени снимается 1 балл.
4. Правильность сборки - 5 баллов.
5. Качество выполнения работы. – 25 баллов.
Максимальное количество баллов за практический этап конкурса - 60 баллов.
На выполнение практической части конкурса отводится 2 часа.
| Председатель комиссии: |
|
|
| Члены комиссии: |
|
|
|
|
|
|
|
|
|
|
Приложение №5
Итоговая ведомость оценок конкурса профессионального мастерства по профессии «Машинист (кочегар) котельной»
Конкурсная комиссия в составе:
| Председатель комиссии: |
|
|
| Члены комиссии: |
|
|
|
|
|
|
|
|
|
|
Рассмотрела конкурсные работы участников и подвела итоги Конкурса:
| № п/п | Ф.И.О. обучающегося | Этапы конкурса | Общее количества | Место | |
| Теоретический этап | Практический этап | ||||
| 1 |
|
|
|
|
|
| 2 |
|
|
|
|
|
| 3 |
|
|
|
|
|
| 4 |
|
|
|
|
|
| Председатель комиссии: |
|
|
| Члены комиссии: |
|
|
|
|
|
|
|
|
|
|
Список литературы
Слесарное дело. Е.М.Муравьев, 1990, изд. "Просвещение"
Слесарно-инструментальные работы. С.П.Григорьев, 2015, изд. "Машиностроение"
Фрезерное дело. Ф.А.Барбашов, 2005, изд. "Высшая школа"
Слесарное дело. Практическое пособие для слесаря. Е.М. Костенко, 2006.
https://testsmart.ru/literatura/232
http://diss.seluk.ru/pr-tehnicheskie/1018734-1-evbogomolov-aibashkin-2011-2011-uchebnaya-programma-dlya-professionalnoy-podgotovki-rabochih-professiya-mashinist.php
https://урок.рф/library/programma_professionalnoj_podgotovki_po_professi_175657.html






Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

