
Россия, Чадан


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 02.11.2016 15:30

Хомушку Марина Данзыовна
мастер производственного обучения
57 лет
Местоположение
Презентация: Сварочная дуга
Категория:
Технология (мальчики)
02.11.2016 14:25

Просмотр содержимого документа
«Презентация: Сварочная дуга»

Сварочная дуга

Сварочной дугой называют мощный устойчивый электрический разряд в газовой среде, образованной между электродами, либо между электродами и изделием

Сварочная дуга характеризуется - сильным световым эффектом - выделением большого количества тепловой энергии и применяется для расплавления основного и присадочного материалов.

Возникновение сварочной дуги
В точках касания – замыкание. Металл плавится.
При отводе электрода жидкая перемычка металла растягивается, ее
Сечение уменьшается, электрическое сопротивление и температура
увеличиваются.
Расплавленный металл закипает, его пары ионизируются. Возникает
дуга.

Схема горения сварочной дуги
- При сварке на
постоянном токе :
АНОД –подключение к
« + »
КАТОД – к « ― »
- При сварке на
переменном токе
каждый из электродов
является попеременно
катодом и анодом

Катодная область
- ЭМИССИЯ – появление и разгон электронов проводимости
Столб дуги
- ИОНИЗАЦИЯ – образование положительно заряженных частиц (при соударении электронов и нейтральных частиц газа).
Электроны → к катоду, положительные ионы → к аноду.
- РЕКОМБИНАЦИЯ – объединение электронов и положительных ионов в нейтральные атомы.
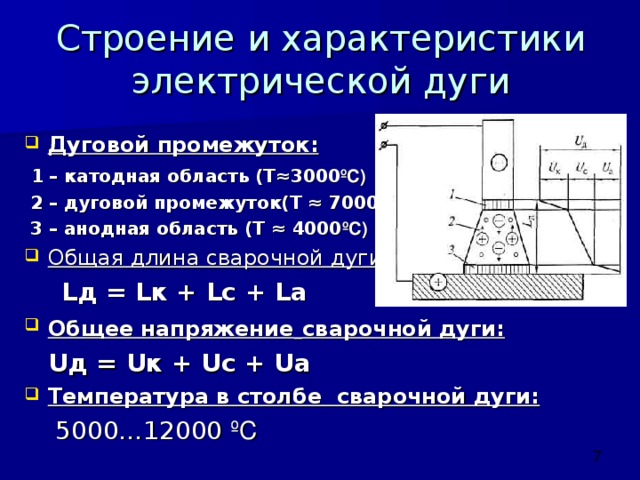
Строение и характеристики электрической дуги
- Дуговой промежуток:
1 – катодная область (Т≈3000 º С)
2 – дуговой промежуток(Т ≈ 7000 º С)
3 – анодная область (Т ≈ 4000 º С)
- Общая длина сварочной дуги :
L д = L к + L с + L а
- Общее напряжение сварочной дуги:
U д = U к + U с + U а
- Температура в столбе сварочной дуги:
5000…12000 º С

- В зависимости от среды, в которой происходит дуговой разряд:
- открытая (горит на воздухе),
- горящая в среде защитных газов,
- закрытая (под слоем флюса).

- По роду применяемого тока:
- постоянный
- переменный
- трехфазный
- По длительности горения:
- стационарная,
- импульсная.

- При применении постоянного тока:
- прямой полярности («+» → изделие)
- обратной полярности («+» → электрод)

Классификация сварочных дуг
- По длине:
- «короткая» - 2…4 мм,
- «нормальная» - 4…6 мм.
- «длинная» - более 6 мм.
- По принципу работы:
- прямого действия,
- косвенного действия,
- комбинированного действия (3-х фазная)
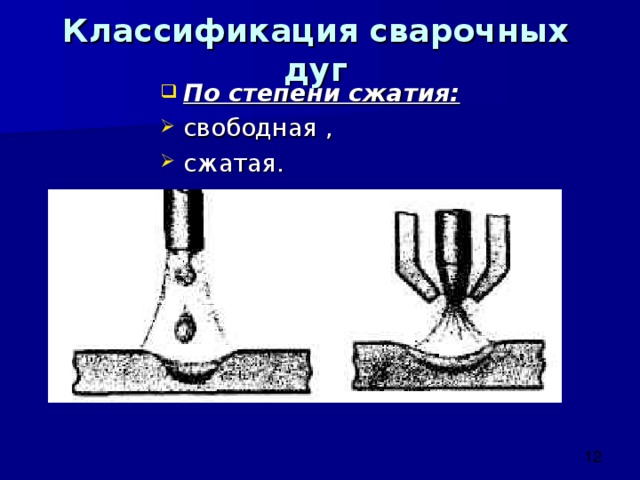
Классификация сварочных дуг
- По степени сжатия:
- свободная ,
- сжатая.
 , напряжение , т.к. поперечное сечение столба дуги и его проводимость. Дуга неустойчива . В области 2 : Сечение столба дуги, площади катодного и анодного пятен пропорционально току. Дуга устойчива. В области 3 : Плотность тока растет, а катодное пятно не растет (сечение электрода ограничено), вольтамперная характеристика ( ВАХ) будет возрастающей. Сварка под флюсом и в защитных газах. " width="640"
, напряжение , т.к. поперечное сечение столба дуги и его проводимость. Дуга неустойчива . В области 2 : Сечение столба дуги, площади катодного и анодного пятен пропорционально току. Дуга устойчива. В области 3 : Плотность тока растет, а катодное пятно не растет (сечение электрода ограничено), вольтамперная характеристика ( ВАХ) будет возрастающей. Сварка под флюсом и в защитных газах. " width="640"
Классификация сварочных дуг
- По виду статической вольтамперной характеристики ( ВАХ):
- падающей,
- жесткой,
- возрастающей
характеристикой .
В области 1 : Ток , напряжение , т.к. поперечное сечение столба
дуги и его проводимость. Дуга неустойчива .
В области 2 : Сечение столба дуги, площади катодного и анодного пятен пропорционально току. Дуга устойчива.
В области 3 : Плотность тока растет, а катодное пятно не растет (сечение электрода ограничено), вольтамперная характеристика ( ВАХ) будет возрастающей.
Сварка под флюсом и в защитных газах.
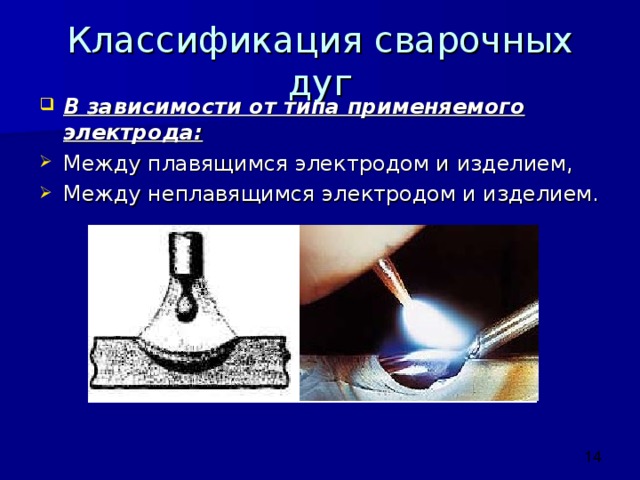
Классификация сварочных дуг
- В зависимости от типа применяемого электрода:
- Между плавящимся электродом и изделием,
- Между неплавящимся электродом и изделием.

Условия зажигания и горения дуги
- Наличие источника питания дуги ( ИПД ) достаточной мощности, позволяющей быстро нагревать катод до высокой температуры при возбуждении дуги.
Устойчивость системы ИПД – дуга определяют внешней ВАХ-ой источника.
- Наличие ионизации столба дуги
(в покрытие электродов и во флюс
вводят К, Na , Ba , Li , Al и др. )
- Наличие в сварочной цепи
повышенной индуктивности
В сварочной цепи переменного
тока происходит 100 обрывов
дуги в секунду.
При включении в сварочную цепь
~ I а дросселя происходит сдвиг
фаз между U ИПД и I , горение
дуги относительно стабилизируется.
Для улучшения возбуждения дуги применяют высокочастотные осцилляторы

Причины отклонения дуги
Столб дуги можно рассматривать как гибкий проводник,
по которому проходит электрический ток и который под действием
электромагнитного поля может изменять свою форму.
Это явление называют магнитным дутьем.
Столб дуги отклоняется в сторону, Действие «козыряние» химическая
противоположную токоподводу ферромагнитной электрода неоднородность массы стали
Магнитное дутье резко повышает разбрызгивание электродного металла, ухудшает качество сварных швов и снижает производительность сварочного процесса.
Явление магнитного дутья может существенно затруднить сварку постоянным током, при сварке переменным током оно проявляется значительно слабее.

Уменьшение влияния магнитного дутья
Для уменьшения отрицательного влияния магнитного дутья рекомендуется принимать следующие меры:
- В процессе сварки поддерживать предельно короткую дугу.
- В зависимости от величины отклонения дуги изменять угол наклона электрода, при этом конец электрода направлять в сторону отклонения дуги.
- Временно размещать симметричные ферромагнитные массы (тела) вблизи места сварки.
- Присоединять сварочный провод к изделию в непосредственной близости к дуге. При сварке длинных швов токоподвод к изделию можно осуществлять при помощи двух проводов ( в начале и в конце шва) и даже трех (в начале, середине и в конце шва). При сварке длинных швов в нижнем положении сварочный провод можно присоединять к стальной плите и периодически перемещать ее по изделию вдоль шва по мере продвижения дуги.

Виды переноса электродного металла
При горении сварочной дуги происходит взаимодействие
Электрического и магнитного полей, в результате возникают
электромагнитные силы, направленные от наружной поверхности
дуги к ее оси и сжимают столб дуги ( пинч-эффект ). Металл
плавится, образуется капля, отрывается и переносится на изделие.
Размер капель зависит от плотности тока
и напряжения дуги:
U » : размер капель » , число капель « .
Капельный перенос происходит при сварке
штучными электродами.
При РДС около 95% электродного металла попадает
в сварочную ванну, остальное – брызги и пары.
Струйный перенос характерен для сварки в
защитных газах плавящимся электродом малого
диаметра с большой плотностью тока.

Сварочная дуга
С крупнокапельным
переносом
С мелкокапельным
переносом

Тепловой баланс сварочной дуги
Сварка
покрытым электродом
Автоматическая
сварка под флюсом







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

