Россия, Калуга


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 24.09.2025 20:04

Телюк Николай Владимирович
Мастер производственного обучения
64 года
Местоположение
Специализация
Дистанционное обучение по специальности СБОРЩИК БУМАЖНЫХ ИЗДЕЛИЙ. Задание № 3.
Категория:
Прочее
27.08.2020 15:23

Просмотр содержимого документа
«Дистанционное обучение по специальности СБОРЩИК БУМАЖНЫХ ИЗДЕЛИЙ. Задание № 3.»
Задание № 3. Производственное обучение.
Темы:
4.1 Инструктаж по организации рабочего места и безопасности труда. Обучение приёмам рациональной организации рабочего места.
4.2 Технологические приемы выполнения развертки бумажных изделий.
4.3 Выполнение вырубки (вырезания) заготовок бумажных изделий.
Инструкционная карта
Оснащение: Инструкционная карта задания № 3. Конспекты. Раздаточный материал.
Последовательность выполнения задания:
1 этап. Ознакомиться с заданием.
2 этап. Изучение инструктажа по организации рабочего места и безопасности труда. Обучение приёмам рациональной организации рабочего места.
. РАЦИОНАЛЬНАЯ ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА,
БЕЗОПАСНОСТЬ ТРУДА
Рациональная организация рабочего места – это обязательное условие для качественного и безопасного выполнения работника своих обязанностей.
Чтобы проанализировать понятие «рациональная организация рабочего места», выделим его составные элементы:
производственная площадь;
основное оборудование;
устройство для размещения разнообразных материалов, отходов, готовой продукции;
устройство для расположения инструментов, приспособлений;
приспособления для удобной и безопасной работы.
Комплекс мероприятий «Рациональная организация рабочего места» сборщика бумажных изделий, предполагает определенные действия, способствующие созданию нужных условий на рабочем месте для высокопроизводительного труда, на увеличение его производительности, на охрану здоровья и безопасность работы сотрудника.
Комплекс мероприятий представляет собой:
-подбор рационального оснащения и сигнализации рабочего места;
-подбор инвентаря и оборудования;
-создание комфорта для работников;
-подбор удобной планировки.
Основные факторы Условия рациональной организации рабочего места зависят от:
-вида деятельности;
-специфики компании.
Формирование рабочего места является системой мероприятий, необходимых для обеспечения всеми средствами и материалами сотрудника. Это способствует бесперебойному производственному процессу.
Рациональная организация рабочего места связана с состоянием производственного и оперативного планирования, а также от уровня вспомогательных служб цеха и компании. Среди них выделяют следующие направления:
ремонтное;
наладочное;
инструментальное;
снабженческое;
транспортное;
организационное.
Рациональная организация и обеспечение рабочих мест зависит от специфики производства. К примеру, в мелкосерийном и единичном производственных процессах на рабочих местах осуществляется существенное число различных операций. Их оснащают универсальными аппаратами, разнообразными предметами. В серийном производстве предполагаются такие рабочие места, на которых осуществляется конкретное число операций.
Рациональная организация рабочего места предполагает их базирование на специальных инструментах и оборудовании. Массовое производство предполагает 1-2 технологические операции. В качестве одного из важнейших показателей организации рабочего места специалисты называют механовооруженность.
Важные аспекты «Рациональная организация рабочего места» - это создание мест для:
-ручной; -автоматической; -механической деятельности.
В первом случае в операциях преобладают ручные приемы. Отдельного внимания заслуживает рационализация и проектирование разумных методов труда.
На механизированных производственных местах отдельного внимания заслуживает согласование работы машины и человека, создание синхронности технологического и трудового процесса, удобство и безопасность деятельности.
Контроль производственного освещения рациональной организации рабочего места в случае автоматизированных рабочих мест выполняется без участия сотрудника. В его функции входит только контроль, ремонт, регулировка, вывоз, подача деталей. Роботизация Внедрение в машиностроение оборудования с программным управлением, включая промышленных роботов, способствует созданию роботизированных производств. Их специфической особенностью является выполнение разных технологических операций в автоматическом режиме. Это способствует высокому уровню осуществления технологических операций на конкретном рабочем месте, позволяет существенно повышать производительность труда.
В качестве основы для специализации рабочих мест выступает типизация технологий, применяемых на производстве. Эти меры помогают сокращать номенклатуру применяемых изделий, увеличивать уровень серийности, сокращать ремонт и перенастройку применяемого оборудования.
Оснащенность рабочего места характеризуется профилем, уровнем автоматизации и механизации, специализацией технологических цепочек.
Основным требованием выбора главного технологического оборудования считается создание на рабочем месте нужной производительности труда при полном соблюдении всех параметров безопасности. Выбираемое оборудование должно в полной мере соответствовать всем требованиям эстетики и эргономики. Чтобы повысить уровень автоматизации управления технологическими процессами, в основных механизмах в последнее время используют современные микропроцессоры, специальные средства и технологии контроля. Вспомогательное оборудование должно быть удобным, надежным, безопасным в использовании. Оно в полной мере соответствует всем антропометрическим характеристикам сотрудников, удовлетворяет требованиям производственной эстетики.
Планировкой рабочего места считают рациональное распределение основных материальных объектов: - организационной и технологической оснастки; - оборудования; - инвентаря.
Выделяют внутреннюю и внешнюю планировку современного рабочего места. Внешний вариант предполагает разумное размещение вспомогательного и основного оборудования, дополнительной оснастки. Среди основных требований, которые предъявляются к этому виду планировки, отмечают:
уменьшение траекторий перемещения предметов для устранения лишних движений сотрудниками;
снижение до минимального показателя числа поворотов и наклонов корпуса работника;
экономное применение имеющейся производственной площади.
Внутренняя планировка – это разумное расположение инструментов и технологической оснастки в инструментальном шкафу, правильное размещение деталей и предметов на рабочем месте.
Это способствует обеспечению не продолжительных и не утомительных трудовых движений, равномерному распределению нагрузок на протяжении смены.
Рабочее место является первичным звеном любого производства, которое находится в ведении одного сотрудника.
Содержание работ, направленных на рационализацию рабочего места, зависит от нескольких факторов:
-варианта деятельности (физический, умственный, легкий, тяжелый труд);
-условий работы (неблагоприятные или комфортные);
-типа производства.
Качество обслуживания рабочих мест связано с организацией деятельности вспомогательных служб цеха или предприятия.
Любой сотрудник обязан:
Перед выполнением основных действий, подготовить к работе оборудование.
2 - Во время непосредственного осуществления своих должностных обязанностей, сотрудник поддерживает чистоту и порядок на рабочем месте.
3 - В случае необходимости работник смазывает оборудование, исправляет небольшие дефекты, сообщает обслуживающему персоналу о поломках.
4 - После завершения работы сотрудник сдает либо убирает приспособления и инструменты, сдает свое рабочее место сменщику.
Оснащение рабочего места характеризуется производственным профилем компании.
В комплектацию рабочего места входят: инструмент, приспособления, пульт, станок, транспортно-подъемный механизм.
Также предполагаются: сиденья, подставки, полки, инструментальные шкафы, поддоны, ящики, конвейеры, зажимы.
Сотрудник обеспечивается режущим инструментом, устройствами связи, защитными экранами, освещением, промышленным вентилятором.
Основные требования безопасности труда сборщика бумажных изделий.
Оборудование и инвентарь необходимо устанавливать на производственном участке с таким расчетом, чтобы между ними были расстояния, а также проходы, проезды и места для работающих, в соответствии с действующими нормами установки оборудования.
Нельзя допускать скопления в производственных помещениях большого количества агрегатов, узлов и деталей. Узлы и детали можно укладывать в штабеля высотой не более 1 м. Запрещается загромождать проходы и проезды, так как это может привести к несчастным случаям.
Полы в производственном помещении должны иметь твердое покрытие, ровную (без порогов) и гладкую, но не скользкую поверхность. Необходимо систематически очищать и промывать их от наслоений смазки и грязи.
Разрешается пользоваться только исправным инструментом.
Переносной электрифицированный инструмент (дрели, гайковерты и др.) может применяться лишь при условии полной его исправности и напряжении не свыше 40В. В виде исключения может быть допущено применение электрифицированного инструмента, рассчитанного на напряжение до 220В включительно при соблюдении следующих требований:
а) надежное зануление или заземление корпуса инструмента;
б) работа в резиновых перчатках и диэлектрических галошах (взамен диэлектрических галош под ноги может быть положен резиновый коврик).
Электрифицированный инструмент, рассчитанный на напряжение свыше 36В, разрешается выдавать рабочему только вместе с индивидуальными средствами защиты (резиновые перчатки, галоши или резиновый коврик). Этот инструмент должен иметь штепсельные соединения с контактами для принудительного и опережающего включения провода заземления или зануления корпуса. Перед началом работы нужно проверить работу инструмента на холостом ходу, а также надежность закрепления накидной головки патрона, сверла или ключа.
Рабочие места должны иметь местное искусственное освещение. Все металлические части оборудования, могущие оказаться под напряжением, должны быть занулены или заземлены.
Рекомендации, способствующие рациональной организации рабочих мест и соблюдения мер безопасности на рабочих местах «Сборщиков бумажных изделий».
Организация рабочего места характеризуется следующими факторами:
1. Общими условиями производства — обменом, температурой и влажностью воздуха, объемом помещения, освещенностью, цветом окружающих предметов, безопасностью работы, чистотой, состоянием трудовой дисциплины, режимом работы.
2. Размерами участка производственной площади и наличием оборудования, и производственного инвентаря (станок, стенд, верстак, шкафчики, стеллажи, подставки, тара и т. п.).
3. Правильным размещением на рабочем месте оборудования, инвентаря, объектов труда (деталей, заготовок) и инструментов, обеспечивающим рациональные движения рабочего.
4. Оснащением рабочего места полноценными инструментами и приспособлениями, необходимыми для выполнения технологического процесса
5. Наличием технической и производственно-учетной документации (чертеж, карта технологического процесса, инструкция и т. п.).
6. Своевременным обеспечением рабочего места объектами труда (деталями, заготовками, материалами и т. д.), инструментом, технической документацией.
Опыт показывает, что производительность труда передовых рабочих значительно превышает средний уровень прежде всего благодаря лучшей организации рабочего места. Они критически анализируют свои рабочие приемы и на этой основе заменяют менее производительные движения более производительными, а лишние совсем исключают.
Анализ рабочих процессов показывает, что сидячее положение при работе является наиболее выгодным. Поэтому следует размещать сидения, на рабочих местах всюду, где это технически возможно. При усилии около 5 кг рабочий может работать сидя. Усилие от 5 до 10 к не влияет на результаты работы, т. е. рабочий может работать сидя или стоя. При рабочем усилии свыше 10 кг работу следует выполнять только стоя. Если оба положения одинаково удобны, рабочий сам должен выбрать для себя одно из них.
Инструменты, приспособления, обрабатываемые и готовые детали (комплекты, узлы) рекомендуется размещать на рабочем месте так, чтобы рабочий при минимальных усилиях тратил наименьшее время на их доставание, установку и укладку.
Рабочее место должно быть организовано так, чтобы ось тела работающего совпадала с осью рабочей зоны, а наибольшее количество его движений находилось в пределах нормальной рабочей зоны. При этом следует, использовать такие движения, которые требуют наименьших усилий. К ним относятся движения рук без участия плечей и корпуса. Обе руки должны по возможности одновременно начинать и заканчивать движения. Силу рук и ног нужно использовать равномерно. С этой целью, применяют различные приспособления, облегчающие и ускоряющие выполнение требуемого объема работ. Движения рабочего должны быть простыми и ритмичными.
Улучшение организации рабочего места одновременно с повышением производительности труда обеспечивает повышение качества продукции.
Общие условия производства должны отвечать требованиям охраны здоровья и наиболее эффективного использования энергии работающего. Для создания нормальных условий труда работающих установлены нормы обмена воздуха, его температуры, освещенности помещений, расстановки оборудования и инвентаря.
Рациональная организация отдельного рабочего места на современном предприятии неотделима от системы организации производства, участка, цеха и завода в целом. Оформление рабочих мест и производственных помещений должно отвечать требованиям технической эстетики. Соответствие оборудования и инвентаря (форма, цвет) высоким эстетическим требованиям облегчает труд человека, делает его приятным.
Современная техника требует от исполнителей все большей внимательности, быстрой реакции, умения мгновенно принимать правильные решения. Одновременно с уменьшением мускульных затрат возрастает роль зрительно-нервного аппарата человека.
Цвет окружающих предметов обладает свойством влиять на работоспособность людей. Красивое, рациональное оформление цехов, разумная окраска оборудования и инвентаря позволяет улучшить освещенность производственных помещений, снизить утомляемость зрения, поднять тонус работающих и в конечном счете способствует повышению производительности труда при той же затрате энергии. Исследования показывают, что умело используя эти факторы можно повысить производительность труда на 15-17%.
Желто-зеленый и зелено-голубой цвета чрезвычайно благоприятно действуют на глаза и нервную систему человека.
Потолки, верхнюю часть стен и оконные переплеты желательно окрашивать в светлый цвет (белый, светло-голубой, кремовый).
Углы помещений цехов рекомендуется окрашивать в белый цвет. Для усиления эффекта от такой окраски следует давать в этих местах сильное освещение. Белая поверхность, отражая около 80% падающего на нее света, способствует экономии электроэнергии. Кроме того, она предохраняет производственные помещения от захламленности.
Панели стен высотой 2,5-3,0 м. от пола рекомендуется окрашивать в светло-зеленый цвет, неподвижные части оборудования - в светло-зеленый, или зелено-голубой цвета, а движущиеся — в светлые (кремовый и желтый).
Рычаги и кнопки на щитах управления должны быть окрашены в контрастные цвета, инструментальные тумбочки, шкафы и верстаки — в светло-желтый или бежевый цвета.
Окраска стеллажей, устанавливаемых в цехах, должна соответствовать цвету основного оборудования.
Для обеспечения безопасных условий труда и предупреждения случаев производственного травматизма применяют окраску в предупредительные цвета — красный, оранжевый, желтый и зеленый.
Красный цвет означает «огонь», «стоп», «воспрещено» и применяется для окраски противопожарного оборудования, рычагов немедленной остановки механизмов, тормозных устройств, указателей, воспрещающих превышение установленных пределов (температуры, давления и т. п.).
Оранжевый цвет означает «опасность» и применяется для обозначения материалов, и деталей, которые могут травмировать рабочих. В этот цвет следует окрашивать острые края, внутренние поверхности и открытые приспособления машин, части, при соприкосновении с которыми возможно поражение электрическим током. Оранжевый цвет применяют также для обозначения опасности отравления и радиоактивного облучения.
Желтый цвет означает «осторожность», «заметность». Он служит для обозначения материалов и частей, которые могут упасть, толкнуть, зажать, о которые можно удариться, споткнуться. В желтый цвет окрашивают подъемно-транспортное оборудование, краны, тележки, электрокары, монорельсы, а также первые и последние ступени затемненных лестниц. Для увеличения степени заметности применяют чередование желтых полос с черными при соотношении их ширины 1 : 1 или 1,5 : 1.
Зеленый цвет означает «путь свободен», «первая помощь» и применяется для обозначения безопасных материалов, мест и направлений, а также средств первой помощи. В этот цвет окрашивают указатели безопасного и кратчайшего выхода из помещения, выходные двери и двери пунктов первой помощи, наружные поверхности аптечных шкафчиков, места расположения санитарных носилок.
Значение каждого цвета должно быть известно работающим. В определенный цвет следует окрашивать также трубопроводы, несущие жидкости и газы.
Комфортные и безопасные условия – это основные требования, которые предъявляются к рабочему месту сборщика бумажных изделий или любого другого сотрудника.
3 этап. Изучение и освоение технологических приемов выполнения развертки бумажных изделий».
РАЗВЕРТКИ имеют большое применение на машиностроительных заводах, обувных фабриках, в швейных мастерских, а также при изготовлении всевозможной тары (пакеты, коробки и т.п.) Для изготовления кожухов машин, ограждений станков, вентиляционных устройств, трубопроводов необходимо из листового материала вырезать их развертки.
РАЗВЕРТКОЙ называется плоская фигура, полученная при совмещении поверхности геометрического тела с одной плоскостью.
При построении развертки надо знать сначала истинные, натуральные размеры и форму отдельных элементов предмета на чертеже. В простейших случаях развертки можно вычертить, не пользуясь проекциями предмета. Например, для построения развертки куба достаточно знать размер одного ребра куба.
Рассмотрим построение разверток поверхности некоторых простейших тел.

Рис 1. Развертка поверхности прямой шестиугольной призмы
Так как истинные размеры граней нам известны, нетрудно выполнить построение развертки. Для этого на горизонтальной прямой последовательно откладывают шесть отрезков, равных стороне основания шестиугольника, т. е.6а. Из полученных точек восставляют перпендикуляры, равные высоте призмы Н, и через конечные точки перпендикуляров проводят вторую горизонтальную прямую. Полученный прямоугольник (Н х 6а) является разверткой боковой поверхности призмы. Затем на одной оси пристраивают фигуры оснований - два шестиугольника со сторонами, равными а. Контур обводят сплошной основной линией, а линии сгиба - штрихпунктирной с двумя точками.
Подобным образом можно построить развертки прямых призм с любой фигурой в основании.
Развертка поверхности правильной пирамиды представляет собой плоскую фигуру, составленную из боковых граней - равнобедренных или равносторонних треугольников и правильного многоугольника основания. Для примера представлены развёртки правильной четырехугольной пирамиды (рис. 2) и правильной пятиугольной пирамиды (рис. 3).

Рис 2. Развертка поверхности правильной четырёхугольной пирамиды
Решение задачи осложняется тем, что неизвестна величина боковых граней пирамиды, так как ребра граней не параллельны ни одной из плоскостей проекций. Поэтому построение начинают с определения истинной величины наклонного ребра SA. Определив способом вращения (см. рис. 8) истинную длину наклонного ребра SA, равную s'a'1, из произвольной точки О, как из центра, проводят дугу радиусом s'a'1. На дуге откладывают четыре отрезка, равные стороне основания пирамиды, которое спроецировано на чертеже в истинную величину. Найденные точки соединяют прямыми с точкой О. Получив развертку боковой поверхности, к основанию одного из треугольников пристраивают квадрат, равный основанию пирамиды.

Рис 3. Развертка поверхности правильной пятиугольной пирамиды
Развертка поверхности прямого кругового конуса представляет собой плоскую фигуру, состоящую из кругового сектора и круга (рис. 4).

Рис 4. Развертка поверхности прямого кругового конуса
Развертка цилиндра представляет собой прямоугольник, одна сторона которого равна высоте цилиндра, а другая – развернутой длине окружности основания 2πR (рис. 5).

Рис. 5 Развертка поверхности прямого цилиндра
На картах мира (рис. 6) земной шар изображается в виде кругов — восточного и западного полушария. Развертка шара – круг или, точнее, два круга?
Попытаемся развернуть и совместить с плоскостью шаровую поверхность. Сделать это без складок и разрывов не удастся. Многие геометрические фигуры легко развертываются в плоскость, а шар – нет.
Если поверхность глобуса разрезать вдоль меридианов на маленькие дольки (сегменты) и выпрямить их, то в каждой из этих выпрямленных долек мы можем не заметить никаких видимых искажений. Но развертку мы получим с разрывом (рис. 6).
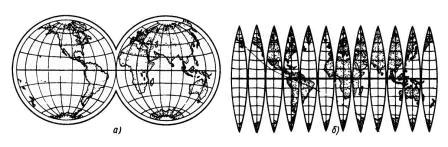
Рис. 6. Географическая карта
Именно такие «дольки» нарезают по контуру и наклеивают одну возле другой на поверхность школьного глобуса. Присмотритесь к глобусу, и вы убедитесь, что это так.
Чтобы получить карту без разрыва, приходится допускать некоторые неточности, которые сводятся к искажению направлений, расстояний и площадей, неодинаковых в разных частях карты.
Развёртки некоторых правильных многогранников представлены на рисунке:
а) куб, б) тетраэдр, в) октаэдр, г) икосаэдр, д) додекаэдр.


4 этап. Изучение и освоение выполнение вырубки (вырезания) заготовок бумажных изделий.
В основе любой техники лежат свои, специфические конструктивные приемы, в бумагопластике это: биговка, фальцовка, высечка и вырубка, склейка.
Вырубка — это процесс вырезания определенной формы изделия или заготовки. А так же это выполнение прорезей в заготовке, изделии.
ВЫРУБКА В ПОЛИГРАФИИ, ПРИМЕНЕНИЕ И ТЕХНОЛОГИЯ
Воплощение многих дизайнерских решений в полиграфии было бы невозможным без вырубки. Метод вырубки предполагает обработку изделия с помощью специальных штампов для придания поверхности нужной формы. С помощью вырубки продукция приобретает нестандартный, оригинальный вид, создаются резные или скругленные края, разнообразные отверстия с необычными формами, внутренний орнамент, а также осуществляется резка на отдельные части.
Вырубку используют в производстве многих видов полиграфической продукции:
POS-материалы (воблеры, подставки, вывески, таблички);
промо-рекламная продукция (визитки, флаеры, календари, наклейки, открытки);
конверты, папки, портфели;
пазлы, головоломки, настольные игры; картонные коробки, упаковки, пакеты;
этикетки, бирки, ярлыки; обложки книг, журналов, блокнотов.
Метод вырубки успешно применяется практически на любых видах бумаги, картоне и пластике. Благодаря постпечатной обработке продукция становится эксклюзивной, обретает нестандартную форму и привлекательный вид.
Фигурная вырубка бумаги или картона – распространенный способ придания материалу нестандартного и привлекательного внешнего вида, к примеру, формы, отличной от стандартной квадратной или же прямоугольной. Другие названия этого полиграфического метода – штанцевание и высечка. Часто используется при изготовлении бумажных пакетов.
Основной инструмент, который применяется в процессе работы с изделием – режущий нож изогнутой формы, закрепленный под определенный штамп. Ключевой момент всей процедуры, влияющий на окончательный результат – именно приладка. Все параметры должны быть точно и качественно выставлены.
Выделяют несколько разновидностей лезвий ножа, которые позволяют добиться желаемого результата:
Затупленные. Они обеспечивают правильные сгибы краев пакета из бумаги. Используются для биговки.
Зубчатой формы. Основное назначение – создание перфорации, которая позволяет без труда оторвать часть или всю деталь.
Сплошные. Предназначены для разреза поверхности по нужному контуру – ровного и чистого.
Суть процесса
Вырубка картона или бумаги – процесс, проходящий в несколько этапов. Первый среди них – нанесение выбранной картинки на материал, второй – изготовление штанцформ из стали с режущими краями по форме разработанного текста или рисунка. Далее идет работа на специальном оборудовании с прессом и ножами.
А так процесс вырубки происходит на тигельном прессе.
Технология дает возможность получения различной продукции с отверстиями или резными углами. Биговка требуется, когда существует вероятность повреждения нанесенной картинки при ее сгибе. Она защищает краску от растрескивания, в результате чего изделие еще долго будет сохранять привлекательный внешний вид. Применяется при сложении картона или бумаги, если плотность материала превышает 170 г/ м².
Вырубка бумажных пакетов обладает рядом преимуществ, основные из которых:
1.Простота переноса упаковочных изделий и их выносливость;
2.Создание множества разных оригинальных рекламных конструкций;
3.Экономичность, что обеспечивается продуманным расположением изделий на одном листе;
4.Эстетичный внешний вид получаемой упаковки;
5.Превосходное качество полиграфической продукции
Вырубка бумажных пакетов – оригинальный способ преподнести информацию о развивающейся торговой марке, акциях и скидках и просто привлечь внимание всех окружающих к оригинально оформленной упаковке.
Существует несколько видов вырубного пресса:
тигельные (заготовка находится на подвижном тигеле, вырубка происходит при ударах о штамп);
плоскопечатные (вырубка выполняется на специальных режущих прессах, используются плоские ножи);
ротационные (используются встроенные цилиндрические ножи).

Тигельные прессы — наиболее распространенные за счет свой невысокой стоимости и функциональности: они позволяют выполнять сразу множество операций, в том числе перфорацию, тиснение фольгой и т.д. Имеют небольшую скорость работы, чаще всего применяются для вырубки упаковки крупного формата.

Плоскопечатная вырубка больше всего подходит для изготовления продукции небольшого тиража, по сравнению с ротационной вырубкой она имеет меньшую производительность, но больший выбор материала для продукции. Идеально подходит для крупных изделий несложного кроя.

Ротационная вырубка имеет высокую производительность и позволяет работать с более сложными конфигурациями и мелкими частями продукта.
Большой популярностью в печати пользуется автоматическая штанцевальная машина. Она дает возможность работать с крупными тиражами при небольших временных затратах.
Штанц-форма представляет собой фанерную основу, на которой закреплены острые фигурные ножи из стали. Вырубный штамп полностью повторяет все контуры и элементы будущего изделия в развернутом состоянии. В зависимости от используемого оборудования различают ротационные, плоские штанцевальные формы и штанцформы для тигельного пресса.
Изготовление формы для вырубки в полиграфии — непростой процесс, требующий дорогостоящей техники и профессиональных знаний. В первую очередь при постпечатной обработки разрабатывается эскиз изделия, затем по нему готовятся чертежи для производства конкретного штампа.
Штанцевальная форма и материал (бумага, пластик и т.д.) помещаются в пресс, где происходит сам процесс вырубки по заранее заданной конфигурации.
Для типовых моделей печатной продукции, например, открыток, конвертов, коробок под пиццу и торты, как правило, существуют готовые стандартные штампы. Для продукции, которая имеет индивидуальную форму, необходимо заказывать специальные формы для вырубки.
Вырубка в полиграфии: применение и технология
Вырубка в полиграфии (высечка, штанцевание) — это вид послепечатной обработки изделий — прорезывание насквозь фигурного контура напечатанных изображений. Этим словом называют как сам процесс, так и его результат.
Высечку производят на бумаге, разных видах картона, пластике, коже, ткани, полиэтилене.
Вырубка используется в рекламной, упаковочной и книжной полиграфии: в некоторых случаях она просто необходима, а в некоторых — является незаменимым способом привлечь внимание к печатной продукции.
Необходимость такой операции как вырубка в полиграфии связана с тем, что ножи бумагорезальных машин, на которых осуществляется подрезка печатной продукции до нужного размера, способны делать только прямой рез. Очевидно, что во многих случаях требуется разрез по фигурному контуру.
Еще одна операция, дающая сходные с вырубкой результаты, но отличающаяся технологически — плоттерная резка.
Применение вырубки в полиграфии
Помимо обыкновенной подрезки на нужный формат, для которой некоторые маленькие типографии используют ручные вырубные прессы (например, подрезка визиток), существует большое количество вариантов применения этой операции:
- Вырубка упаковки. Так как любая упаковка конструируется из заготовок с фигурным контуром, вырубка необходима для высекания заготовки из обыкновенного листа картона или бумаги. В некоторых случаях при помощи вырубания контура формируется не только сама конструкция, но и какие-либо функциональные элементы упаковки, например, вырубные ручки бумажных пакетов в виде отверстий в бумаге.
- Производство наружной рекламы и POS-материалов. Изготовление различных воблеров, подставок, табличек и вывесок не обходится без использования вырубных штампов, потому что зачастую все эти приспособления имеют фигурные края.
- Вырубка и высечка (высекание изображения на самоклеющейся бумаге не до конца, а только до пленки-основы) этикеток.
- Изготовление папок и конвертов. (все клапаны, закрывающие эти изделия или служащие для их склейки, имеют фигурную форму.
- Оформление открыток, приглашений, пластиковых карт и пр.
- Производство пазлов, детских игр и головоломок.
- Декоративное оформление обложек и блоков книг, брошюр и журналов. Распространенными являются своеобразные «окна» в первой странице обложки, сквозь которые видно изображение на первой полосе издания, а также скругленные углы изданий.
- Вырубка страниц ежедневников, телефонных книг и блокнотов (алфавит на одном из полей книги).
- Изготовление фигурных и панорамных детских книг.
- Скрапбукинг (художественное оформление альбомов).
5 этап. Подготовить конспект по изученному материалу.
6 этап. Ответить на вопросы теста. В графе «Ответ» выбрать и отметить правильный ответ.
| № п.п. | Вопросы | Варианты ответов (отметить правильный вариант) | Ответ |
|
1 | Рациональная организация рабочего места –
| это обязательное условие для качественного и безопасного выполнения работника своих обязанностей. | А) |
| это не обязательное условие для качественного и безопасного выполнения работника своих обязанностей | Б) | ||
| это добровольное условие для качественного и безопасного выполнения работника своих обязанностей. | В) | ||
|
2 | Основные требования безопасности труда сборщика бумажных изделий | Запрещается загромождать проходы и проезды, так как это может привести к несчастным случаям. | А) |
| Оба ответа правильные. | Б) | ||
| Разрешается пользоваться только исправным инструментом. | В) | ||
|
3 |
| Это развертка поверхности прямой шестиугольной призмы? | А) |
| Это развертка поверхности четырёхугольной пирамиды? | Б) | ||
| Это развертка поверхности пятиугольной пирамиды? | В) | ||
|
4 |
| Это развертка поверхности прямой шестиугольной призмы? | А) |
| Это развертка поверхности правильной четырёхугольной пирамиды? | Б) | ||
| Это развертка поверхности правильной пятиугольной пирамиды? | В) | ||
|
5 |
Штанц-форма представляет собой
| фанерную основу, на которой закреплены острые фигурные ножи из стали. | А) |
| вырубный штамп полностью повторяет все контуры и элементы будущего изделия в развернутом состоянии. | Б) | ||
| Оба ответа правильные. | В) | ||
|
6 |
Вырубка и высечка это: | аналог резки, придание формы полиграфическим изделиям, изготовленным из картона или очень плотных видов бумаги. | А) |
| комплекс манипуляций, осуществляемых в ходе изготовления полиграфической продукции. | Б) | ||
| технологический процесс удаления острых углов и придания углам полиграфических изделий округлой формы. | В) | ||
|
7 | Существует несколько видов вырубного пресса: | Тигельные, широко - печатные и ротационные. | А) |
| Тигельные, объемно - печатные и ротационные. | Б) | ||
| Тигельные, плоскопечатные и ротационные. | В) | ||
|
8 | Применение вырубки в полиграфии | Вырубка упаковки. | А) |
| Оба варианта правильные. | Б) | ||
| Изготовление папок и конвертов. | В) | ||
| КРИТЕРИИ ОЦЕНКИ | |||
| 8 правильных ответов | 5 отлично | ||
| 7 правильных ответов | 4 хорошо | ||
| 5-6 правильных ответов | 3 удовлетворительно | ||
| 0-4 правильных ответов | 2 неудовлетворительно | ||
|
| |||
| Итого | правильных ответов: |
| |
| неправильных ответов: |
| ||
| Оценка |
| ||


Эталоны ответов. Задание – 3.
1-А. 2-Б. 3-В. 4-А. 5-В. 6-А. 7-В. 8-Б
7 этап. При необходимости, подготовить вопросы для получения консультации в письменной форме.
| № п/п | Суть вопроса |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|








Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

