
Россия, Минеральные Воды


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Была в сети 29.04.2026 09:06

Константинова Ольга Викторовна
преподаватель
59 лет
Местоположение
Специализация
Контроль качества продукции
Категория:
Прочее
11.05.2021 13:50

Просмотр содержимого документа
«Контроль качества продукции»

Контроль качества продукции
ГБПОУ «Минераловодский региональный многопрофильный колледж» ОП. 05 Метрология и стандартизация преподаватель Константинова О.В.

Качество продукции
- это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Качество продукции, заложенное в изделие при его проектировании обеспечивают в производстве и поддерживают в эксплуатации

Виды контроля качества на машиностроительных предприятиях
- контроль проектирования,
- входной контроль материалов и комплектующих изделий,
- контроль за состоянием технологического оборудования,
- операционный контроль при изготовлении,
- авторский надзор за изготовлением,
- активный контроль приборами, встроенными в технологическое оборудование,
- приемочный контроль готовой продукции,
- контроль монтажа и надзор за эксплуатацией на объектах.
- В зависимости от охвата контролируемой продукции:
- выборочный контроль,
- сплошной контроль.

виды контроля качества продукции
разрушающие
неразрушающие
- испытания на растяжение и сжатие;
- испытания на удар;
- испытания при повторно-переменных нагрузках;
- испытания твердости.
- магнитные;
- акустические (ультразвуковая дефектоскопия);
- радиационные (дефектоскопия с помощью рентгеновских и гамма лучей);
- органолептические (визуальные, слуховые и т.п.).

II. Виды контроля
Контроль качества
Косвенный
Прямой
Пассивный
Активный
Бесконтактный способ
Контактный способ

Качество продукции
совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением
- Группы показателей качества:
- назначения; надежности; технологичности; стандартизации и унификации; патентно-правовые; эргономические; эстетические; транспортабельности; безопасности; экологические .
- назначения;
- надежности;
- технологичности;
- стандартизации и унификации;
- патентно-правовые;
- эргономические;
- эстетические;
- транспортабельности;
- безопасности;
- экологические .

Единичный показатель качества продукции отражает одно свойство
Комплексный показатель качества продукции характеризует несколько ее свойств
Обобщенные показатели качества, которые представляют собой сумму единичных показателей, имеющих одну размерность
Качество продукции

Методы оценки качества продукции
Инструментальный
- определение показателей качества продукции с помощью измерительных средств: весов, спидометров, расходомеров и т. д
- определение показателей качества продукции с помощью измерительных средств: весов, спидометров, расходомеров и т. д
Экспертный
- определение показателей качества продукции на основе решения, принимаемого группой специалистов-экспертов; для определения комплексных показателей качества
- определение показателей качества продукции на основе решения, принимаемого группой специалистов-экспертов;
- для определения комплексных показателей качества
Органолептический
- определение показателей качества продукции на основе анализа восприятии органов чувств человека (зрения, слуха, обоняния, осязания и вкуса.
- определение показателей качества продукции на основе анализа восприятии органов чувств человека (зрения, слуха, обоняния, осязания и вкуса.
С оциологический
основан на сборе и учете мнений фактических или возможных потребителей продукции

Уровень качества продукции
относительная характеристика качества продукции, основанная на сравнении совокупности показателей ее качества с соответствующей совокупностью базовых показателей
- Базовый показатель качества продукции, принят за исходную при сравнительных оценках качества.
- Индекс качества продукции — комплексный показатель качества разнородной продукции.
Дифференциальный метод оценки уровня качества сопоставление единичных показателей качества
Комплексный метод оценки уровня качества предусматривает применение обобщенных показателей качества
Смешанный метод оценки уровня качества объединяют в группы единичные показатели и для каждой группы определяют комплексный показатель

Взаимозаменяемость
это свойство независимо изготовленных с заданной точностью деталей, узлов и агрегатов машин, позволяющее устанавливать эти составные части в процессе сборки в машину или заменять их при ремонте при сохранении как функциональных характеристик машины, так и ее надежности и качества.

Взаимозаменяемость
По необходимости пригонки деталей друг к другу
По количеству заменяемых деталей
полная
неполная
внутреннаяя
внешняя
функциональная

Точность и погрешности размера
Погрешность разность между заданным и действительным размером детали.
«Погрешность» количественная оценки точности.
Точность степень соответствия действительных размеров от заданных .
«Точность» качественный показатель.
Для оценки точности деталей принято использовать укрупненную классификацию отклонений геометрических параметров:
- отклонения размера; отклонения расположения поверхностей; отклонения формы; волнистость поверхности; шероховатость поверхности.
- отклонения размера;
- отклонения расположения поверхностей;
- отклонения формы;
- волнистость поверхности;
- шероховатость поверхности.

Приемы использования измерительной линейки

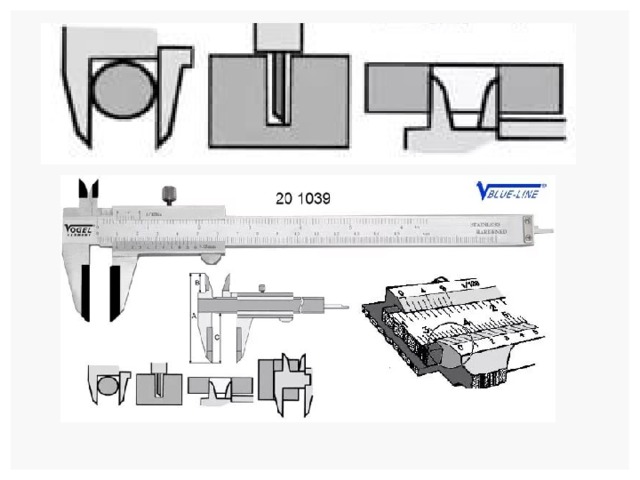
Как правильно мерить штангенциркулем
- Перед началом измерений следует:
- проверить прибор на возможное наличие повреждений (перекошенность или стертость губок)
- губки прибора следует плотно прижать к измеряемым поверхностям, не допуская перекосов и прижимая не слишком сильно, зазоров между деталью и губками быть не должно.


Процедура измерения микрометром
- убедиться в правильности выбора микрометра в зависимости от размера;
- очистить поверхность измеряемой детали;
- убедиться в точности установки микрометра на ноль;
- проверить плавность вращения микрометрического винта;
- установить пяту микрометра на измеряемую поверхность;
- вращать наружную муфту с рифлением, пока шпиндель не подойдет близко к измеряемой поверхности;
- продолжать вращение шпинделя, держась за "трещетку", до тех пор, пока шпиндель не коснется измеряемой поверхности;
- после срабатывания «трещетки», сделать два или три оборота и считать показания шкал.

Измерения микрометрическим глубиномером
- установить в отверстие микрометрического винта измерительный стержень, длина которого должна соответствовать глубине отверстия;
- установить микрометрический глубиномер на ноль;
- установить основание поперечины на базовую поверхность, относительно которой будут производиться измерения, и слегка притереть;
- вращая микрометрический винт, переместить измерительный стержень вниз до упора;
- зафиксировать положение микрометрического винта при помощи стопорного винта (5) и считать размер.

Бесшкальные Измерительные инструменты
предназначенные для контроля отклонений размеров, формы и взаимного расположения поверхностей детали
Поверочные линейки
калибры
Синусные линейки
Линейки лекальные
щупы
Измерительные головки
шаблоны
КМД

контроль предельных размеров
Калибр-скоба гладкий однопредельный
Калибр-пробка гладкий
Калибр кольцо гладкий
ПР или НЕ
ПР или НЕ
ПР или НЕ
Калибр-пробка гладкий двусторонний
Калибр-скоба двусторонняя
Калибр- скоба одностороннияя
ПР и НЕ
РП и НЕ
ПР и НЕ

контроль предельных размеров
Калиброванные пробки
Калиброванные кольца
Резьбовые калибры
Калибры конусные
Щупы для контроля зазоров
Калиброванные шары

Средства контроля резьбы
Резьбовые калибр пробки
Резьбовой калибр кольцо
Роликовая скоба
Резьбовые шаблоны
Резьбовой микрометр

Приборы для контроля зубчатых колес
шагомер для шага зацепления
эвольвентомеры
межцентромер
нормалемер
штангензубомер
зубомерный микрометр

Средства измерений и контроля волнистости и шероховатости
Образцы сравнения
Рефлектометры
Профилографы
Профилометры
Растровые муаровые приборы
Микроинтерферометры
Приборы светового и теневого сечения
микропрофилометры
Высота неровностей от 0,025 мкм, шаг неровностей от 2 мкм
Комплекты видеоуроков для учителей








Скачать
© 2021, Константинова Ольга Викторовна 962 6
Похожие файлы
Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

