
Российская федерация, Мичуринск


СДЕЛАЙТЕ СВОИ УРОКИ ЕЩЁ ЭФФЕКТИВНЕЕ, А ЖИЗНЬ СВОБОДНЕЕ
Благодаря готовым учебным материалам для работы в классе и дистанционно
Скидки до 50 % на комплекты
только до
Готовые ключевые этапы урока всегда будут у вас под рукой
Организационный момент
Проверка знаний
Объяснение материала
Закрепление изученного
Итоги урока

Был в сети 25.04.2026 11:13

Бестолков Денис Александрович
преподаватель профессионального цикла
42 года
Местоположение
Специализация
Лекция 26. Обработка металлов
Категория:
Технология (мальчики)
24.11.2025 10:49

Просмотр содержимого документа
«Лекция 26. Обработка металлов»

Обработка металов давлением

Обработка металлов давлением – это технологический процесс, при котором изменяется форма заготовки без нарушения её сплошности за счет использования пластических свойств металлов. Данный вид обработки является исключительно важным технологическим процессом в металлообрабатывающем производстве, при котором обеспечивается возможность влияния на механические и физические свойства металлов в целях получения наилучших эксплутационных характеристик заготовок и деталей.
Основными видами являются: ковка, объемная штамповка (горячая, холодная, листовая и объемная), прокатка, прессование, волочение.
Ковка
Ковка - это высокотемпературная обработка различных металлов (железо, медь и её сплавы, титан, алюминий и его сплавы), нагретых до ковочной температуры. Для каждого металла существует своя ковочная температура , зависящая от физических (температура плавления, кристаллизация) и химических свойств. Для железа температурный интервал 800-1250 °С, для меди 650-1000°С, для титана 900-1600 °С, для алюминиевых сплавов 400-480 °С.
Основные операции ковки:
- Вытяжка
- Осадка
- Рубка
- Гибка
- Прошивка
Вытяжка
Назначение операции — увеличение длины заготовки за счет уменьшения площади ее поперечного сечения. Иными словами, вытяжку (протяжку применяют в тех случаях, когда необходимо вытянуть металлическую заготовку в длину. Часто к вытяжке прибегают с целью устранения внешнего дефекта на поверхности заготовки или чтобы улучшить зернистую структуру металла.
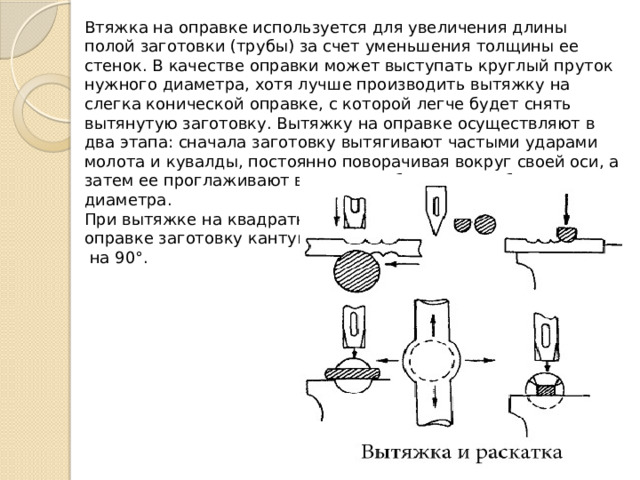
Втяжка на оправке используется для увеличения длины полой заготовки (трубы) за счет уменьшения толщины ее стенок. В качестве оправки может выступать круглый пруток нужного диаметра, хотя лучше производить вытяжку на слегка конической оправке, с которой легче будет снять вытянутую заготовку. Вытяжку на оправке осуществляют в два этапа: сначала заготовку вытягивают частыми ударами молота и кувалды, постоянно поворачивая вокруг своей оси, а затем ее проглаживают в круглых обжимках требуемого диаметра.
При вытяжке на квадратной
оправке заготовку кантуют
на 90°.
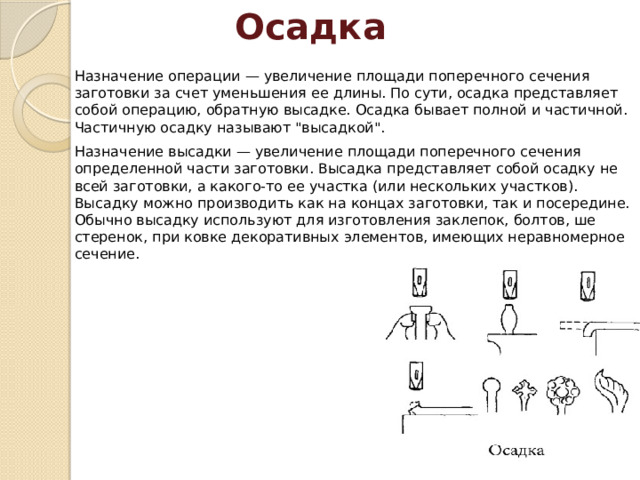
Осадка
Назначение операции — увеличение площади поперечного сечения заготовки за счет уменьшения ее длины. По сути, осадка представляет собой операцию, обратную высадке. Осадка бывает полной и частичной. Частичную осадку называют "высадкой".
Назначение высадки — увеличение площади поперечного сечения определенной части заготовки. Высадка представляет собой осадку не всей заготовки, а какого-то ее участка (или нескольких участков). Высадку можно производить как на концах заготовки, так и посередине. Обычно высадку используют для изготовления заклепок, болтов, шестеренок, при ковке декоративных элементов, имеющих неравномерное сечение.
Рубка
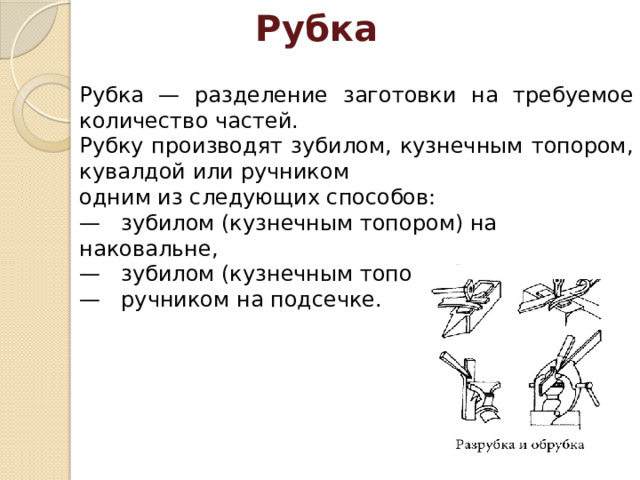
Рубка — разделение заготовки на требуемое количество частей.
Рубку производят зубилом, кузнечным топором, кувалдой или ручником
одним из следующих способов:
— зубилом (кузнечным топором) на наковальне,
— зубилом (кузнечным топором) на подсечке,
— ручником на подсечке.
Гибка
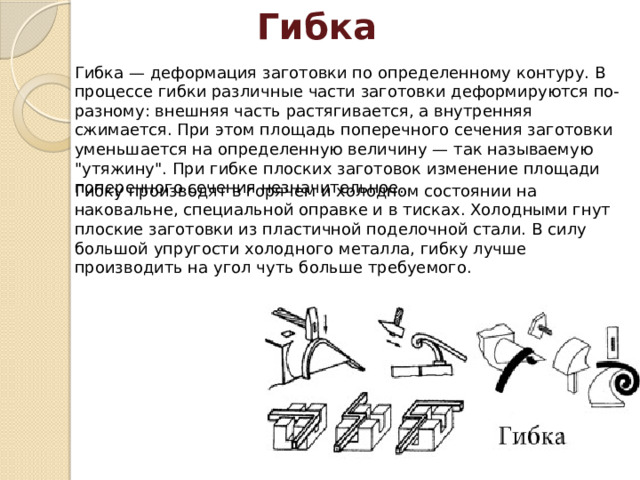
Гибка — деформация заготовки по определенному контуру. В процессе гибки различные части заготовки деформируются по-разному: внешняя часть растягивается, а внутренняя сжимается. При этом площадь поперечного сечения заготовки уменьшается на определенную величину — так называемую "утяжину". При гибке плоских заготовок изменение площади поперечного сечения незначительное.
Гибку производят в горячем и холодном состоянии на наковальне, специальной оправке и в тисках. Холодными гнут плоские заготовки из пластичной поделочной стали. В силу большой упругости холодного металла, гибку лучше производить на угол чуть больше требуемого.
Гибка по спирали осуществляется на особой оправке конусообразной формы или в тисках .
Для получения объемной спирали хвостовик конической оправки и один конец нагретого прутка фиксируют в тисках. Витки на оправке укладывают плотно один к другому. Конец прутка, может быть любым.
При гибке плоской спирали конец нагретого прутка изгибают под прямым углом, зажимают в тисках и сгибают на себя до образования спирали. Чтобы получить из плоской спирали объемную, изогнутую заготовку нагревают в кузнечном горне и выколачивают на конической оправке или, потянув за конец, вытягивают вверх.
Спирали из тонкого прутка или толстой проволоки сгибаются в холодном состоянии в тисках.
Прием гибки по спирали используется при изготовлении кованых "шишек". На обоих концах прутка поочередно сворачивают плоские спирали, которые после очередного нагрева выколачивают на конической оправке. В завершение основания объемных спиралей совмещают. Можно пойти немного иным путем: сначала совместить плоские спирали, после чего заготовку нагреть и при помощи оправок, молотка и отвертки способом растяжки превратить плоскую заготовку в объемную "шишку" нужной длины.
Прошивка
Прошивка — способ выбивания отверстий, при котором металл как бы раздается в стороны и пропускает инструмент. Открытую прошивку производят пробойником на наличнике наковальни. В раскаленную заготовку примерно на 3/4 ее толщины сильными ударами молота вбивают бородок
пробойника, после этого заготовку переворачивают и завершают пробивку легкими ударами с противоположной стороны. Закрытую прошивку осуществляют над круглым отверстием наковальни или на пробойной плите. Раскаленную заготовку укладывают над отверстием, сверху устанавливают пробойник с бородком нужного сечения .
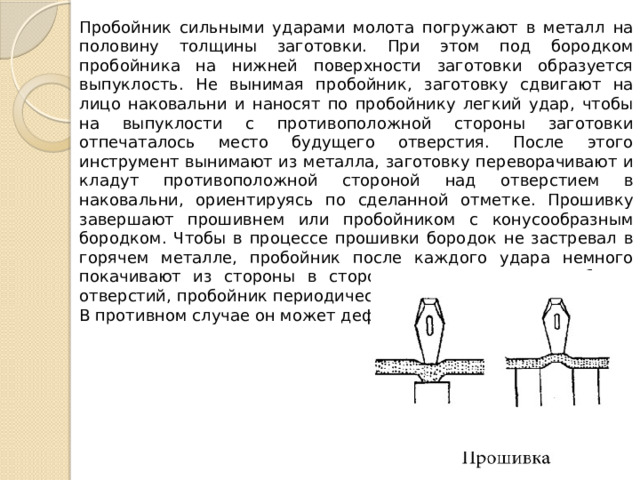
Пробойник сильными ударами молота погружают в металл на половину толщины заготовки. При этом под бородком пробойника на нижней поверхности заготовки образуется выпуклость. Не вынимая пробойник, заготовку сдвигают на лицо наковальни и наносят по пробойнику легкий удар, чтобы на выпуклости с противоположной стороны заготовки отпечаталось место будущего отверстия. После этого инструмент вынимают из металла, заготовку переворачивают и кладут противоположной стороной над отверстием в наковальни, ориентируясь по сделанной отметке. Прошивку завершают прошивнем или пробойником с конусообразным бородком. Чтобы в процессе прошивки бородок не застревал в горячем металле, пробойник после каждого удара немного покачивают из стороны в сторону. При прошивке глубоких отверстий, пробойник периодически опускают в холодную воду. В противном случае он может деформироваться.

Объемная штамповка
Штамповку выполняют с использованием специального инструмента – штампа, который состоит из двух частей и более. Полости штампа называют ручьями . Заготовка, деформируясь в ручьях, заполняет полости и принимает форму поковки. Течение металла при штамповке принудительно ограничивается поверхностями инструмента, что вызывает перераспределение объема заготовки. Точность размеров штампованных поковок примерно вдвое выше точности размеров кованых поковок. Поверхности получаются более чистыми и ровными.
Виды штамповки:
- Горячая
- Холодная
- Листовая

Горячая штамповка
Следующим видом является горячая объемная штамповка. Суть этого процесса состоит в формоизменении заготовки в штампах под действием внешних сил. Штамп – это специальный инструмент с полостью, которая называется ручьем. В полость нижней части штампа устанавливают нагретую заготовку, которая деформируется при движении верхней части штампа вниз. Течение металла заготовки в ручье штампа встречает сопротивление стенок ручья и сил трения, и металл заполняет объем ручья. Штампованную заготовку называют поковкой. Поковка представляет собой копию ручья штампа.

Холодная штамповка
Самым ресурсосберегающим видом обработки металла давлением, является холодная объемная штамповка. Это – технологический процесс схожий, по сути, с горячей штамповкой, но в отличие от горячей штамповки перед формоизменением заготовка имеет комнатную температуру. Большое внимание к процессам холодной объемной штамповки объясняется тем, что эти процессы, по сравнению с литьем, обработкой резанием и горячей штамповкой значительно более производительны, обеспечивают изготовление деталей, почти не требующих дополнительной доделки, и позволяют сокращать расход металла на 30 – 70%. Значительно снижается трудоемкость и станкоемкость. При одинаковом уровне автоматизации процессов производительность при холодной объемной штамповке больше по сравнению с обработкой резанием в мелкосерийном и серийном производстве в 2-5 раз, крупносерийном и массовом производстве – в 5-10 раз и в отдельных случаях – до 50-80 раз. Обрабатываемые детали получаются очень точными (4–3–2 классы точности), с высокой чистотой поверхности (8–10 класс чистоты).

Листовая штамповка
Листовая штамповка, или штамповка листового материала, является широко распространенной и весьма прогрессивной разновидностью технологии обработки металла. Используя в качестве исходной заготовки листовой материал (полосу, ленту, лист), листовой штамповкой можно изготовлять большую номенклатуру самых разнообразных плоских и пространственных деталей. К числу достоинств листовой штамповки можно отнести следующие: высокую точность штампуемых деталей, обеспечивающую их взаимозаменяемость; хорошее качество поверхности отштампованных деталей, что наряду с их точностью позволяет полностью исключить или свести к минимуму обработку резанием; приспособляемость к масштабам производства; возможность получения различных и оптимальных механических свойств в разных участках деталей, получаемых штамповкой.

Прокатка
Прокатка - способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов.
Прокатка основана на использовании пластичности металлов. Различают горячую, холодную и теплую прокатку. Если температура прокатки выше температуры рекристаллизации, то прокатку называют горячей. Основная часть проката (заготовка, сортовой и листовой металл, трубы, шары) производится горячей прокаткой. Холодная прокатка применяется главным образом для производства листов и ленты толщиной менее 1,5-6 мм, прецизионных сортовых профилей и труб. Теплая прокатка в отличие от холодной происходит при несколько повышенной температуре с целью снижения упрочнения металла при его деформации. В особых случаях для предохранения поверхности прокатываемого изделия от окисления применяют прокатку в вакууме или в нейтральной атмосфере.

Существует три основных способа прокатки: продольная, поперечная и поперечно-винтовая (или косая).
При продольной прокатке деформирование заготовки осуществляется между вращающимися в разные стороны валками. Оси прокатных валков и обрабатываемой заготовки параллельны (или пересекаются под небольшим углом). Оба валка вращаются в одном направлении, а заготовка круглого сечения — в противоположном.
В процессе поперечной прокатки обрабатываемая заготовка удерживается в валках с помощью специального приспособления. Обжатие заготовки по диаметру и придание ей требуемой формы сечения обеспечиваются соответствующей профилировкой валков и изменением расстояния между ними. Данным способом производят изделия, представляющие собой тела вращения (шары, оси, шестерни).
Поперечно-винтовая или косая прокатка выполняется во вращающихся в одном направлении валках, установленных в прокатной клети под некоторым углом друг к другу. Станы косой прокатки используют при производстве труб, главным образом для прошивки слитка или заготовки в гильзу.
Прокат разделяют на четыре группы: сортовой, листовой, трубы, специальные виды проката.
Наиболее разнообразной является группа сортового проката , который подразделяется на простые и фасонные профили. Прокат в виде круга, полос плоского сечения относится к простым профилям. Прокат сложного поперечного сечения относится к фасонным профилям.
Листовой прокат подразделяется на три основных группы: горячекатаные толстые листы толщиной 4 мм и более, горячекатаные тонкие листы толщиной менее 4 мм и холоднокатаные листы всех размеров. Листовой прокат из стали и цветных металлов используется в самых разнообразных отраслях промышленности.
Трубы , изготовляемые на прокатных станах, подразделяются на две группы: бесшовные и сварные (со швом). Помимо круглых труб производят также профильные трубы и с переменными размерами сечения по длине.
К основным технологическим операциям любой технологической схемы производства проката следует отнести: подготовку исходных материалов; нагрев перед прокаткой; горячую и холодную прокатку; калибровку и производство гнутых профилей; отделку с операциями резки, правки, термической обработки, удаления поверхностных дефектов, травления и пр.

По назначению прокатные станы делятся на обжимные (блюминги и слябинги), заготовочные, сортовые, листовые и специальные. Вначале слиток прокатывают на обжимном стане, затем на заготовочном и, наконец, на сортовом, листовом или специальном. По количеству валков и их расположению станы продольной прокатки делят на двух-, трех-, четырех- и многовалковые, а также универсальные. Универсальные станы имеют горизонтальные и вертикальные валки и обеспечивают обжатие с четырех сторон.

Прессование
Прессование – вид обработки давлением, при котором металл выдавливается из замкнутой полости через отверстие в матрице, соответствующее сечению прессуемого профиля.
Это современный способ получения различных профильных заготовок: прутков диаметром 3…250 мм, труб диаметром 20…400 мм с толщиной стенки 1,5…15 мм, профилей сложного сечения сплошных и полых с площадью поперечного сечения до 500 см 2 .
Впервые метод был научно обоснован академиком Курнаковым Н.С. в 1813 году и применялся главным образом для получения прутков и труб из оловянисто-свинцовых сплавов. В настоящее время в качестве исходной заготовки используют слитки или прокат из углеродистых и легированных сталей, а также из цветных металлов и сплавов на их основе (медь, алюминий, магний, титан, цинк, никель, цирконий, уран, торий).
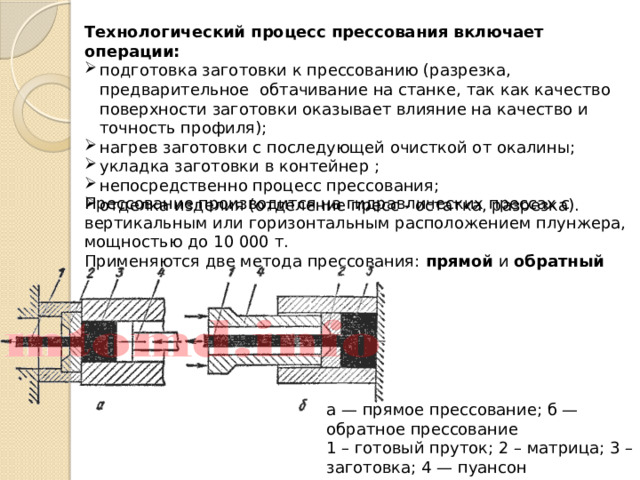
Технологический процесс прессования включает операции:
- подготовка заготовки к прессованию (разрезка, предварительное обтачивание на станке, так как качество поверхности заготовки оказывает влияние на качество и точность профиля);
- нагрев заготовки с последующей очисткой от окалины;
- укладка заготовки в контейнер ;
- непосредственно процесс прессования;
- отделка изделия (отделение пресс - остатка, разрезка).
Прессование производится на гидравлических прессах с вертикальным или горизонтальным расположением плунжера, мощностью до 10 000 т.
Применяются две метода прессования: прямой и обратный
а — прямое прессование; б — обратное прессование
1 – готовый пруток; 2 – матрица; 3 – заготовка; 4 — пуансон

Прямое прессование
При прямом прессовании движение пуансона пресса и истечение металла через отверстие матрицы происходят в одном направлении. При прямом прессовании требуется прикладывать значительно большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри контейнера. Пресс-остаток составляет 18…20 % от массы заготовки (в некоторых случаях – 30…40 %). Но процесс характеризуется более высоким качеством поверхности, схема прессования более простая.

Обратное прессование
При обратном прессовании заготовку закладывают в глухой контейнер, и она при прессовании остается неподвижной, а истечение металла из отверстия матрицы, которая крепится на конце полого пуансона, происходит в направлении, обратном движению пуансона с матрицей. Обратное прессование требует меньших усилий, пресс-остаток составляет 5…6 %. Однако меньшая деформация приводит к тому, что прессованный пруток сохраняет следы структуры литого металла. Конструктивная схема более сложная.

Процесс прессования характеризуется следующими основными параметрами: коэффициентом вытяжки, степенью деформации и скоростью истечения металла из очка матрицы.
Коэффициент вытяжки λ определяют как отношение площади сечения контейнера F к к площади сечения всех отверстий матрицы F м .
Степень деформации:
Скорость истечения металла из очка матрицы пропорциональна коэффициенту вытяжки и определяется по формуле:
V п – скорость прессования (скорость движения пуансона)
При прессовании металл подвергается всестороннему неравномерному сжатию и имеет очень высокую пластичность.
К основным преимуществам прессования относятся:
- возможность обработки металлов, которые из-за низкой пластичности другими методами обработать невозможно;
- возможность получения практически любого профиля поперечного сечения;
- получение широкого сортамента изделий на одном и том же прессовом оборудовании с заменой только матрицы;
- высокая производительность, до 2…3 м/мин.
Недостатки прессования:
- повышенный расход металла на единицу изделия из-за потерь в виде пресс-остатка;
- появление в некоторых случаях заметной неравномерности механических свойств по длине и поперечному сечению изделия;
- высокая стоимость и низкая стойкость прессового инструмента;
- высокая энергоемкость.

Волочение
Волочение — обработка металлов давлением, при которой изделия (заготовки) круглого или фасонного профиля (поперечного сечения) протягиваются через отверстие, сечение которого меньше сечения заготовки.
Сущность процесса волочения заключается в протягивании заготовок через сужающееся отверстие (фильеру) в инструменте, называемом волокой. Конфигурация отверстия определяет форму получаемого профиля.

Волочением получают проволоку диаметром 0,002…4 мм, прутки и профили фасонного сечения, тонкостенные трубы, в том числе и капиллярные. Волочение применяют также для калибровки сечения и повышения качества поверхности обрабатываемых изделий. Волочение чаще выполняют при комнатной температуре, когда пластическую деформацию сопровождает наклеп, это используют для повышения механических характеристик металла, например, предел прочности возрастает в 1,5…2 раза.
Исходным материалом может быть горячекатаный пруток, сортовой прокат, проволока, трубы. Волочением обрабатывают стали различного химического состава, цветные металлы и сплавы , в том числе и драгоценн.
Виды волочения.
По чистоте обработки:
- черновое (заготовительное)
- чистовое (заключительная, операция для придания готовому изделию требуемых формы, размеров и качества);
По кратности переходов:
- однократное
- многократное (с несколькими последовательными переходами волочения одной заготовки);
По параллельности обработки:
- однониточное
- многониточное (с количеством одновременно протягиваемых заготовок 2, 4, 8);
По подвижности волоки:
- через неподвижную волоку
- через вращающуюся относительно продольной оси волоку;
По нагреву заготовки:
- холодное волочение
- горячее волочение
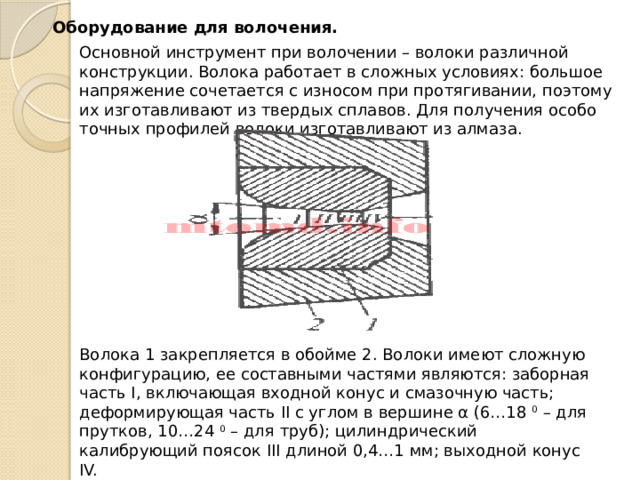
Оборудование для волочения.
Основной инструмент при волочении – волоки различной конструкции. Волока работает в сложных условиях: большое напряжение сочетается с износом при протягивании, поэтому их изготавливают из твердых сплавов. Для получения особо точных профилей волоки изготавливают из алмаза.
Волока 1 закрепляется в обойме 2. Волоки имеют сложную конфигурацию, ее составными частями являются: заборная часть I, включающая входной конус и смазочную часть; деформирующая часть II с углом в вершине α (6…18 0 – для прутков, 10…24 0 – для труб); цилиндрический калибрующий поясок III длиной 0,4…1 мм; выходной конус IV.
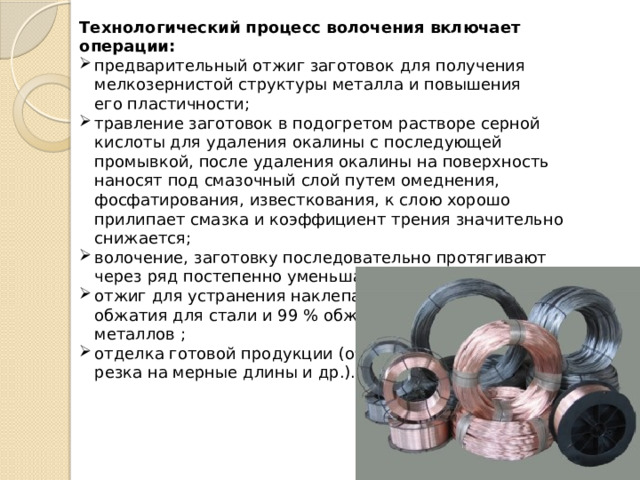
Технологический процесс волочения включает операции:
- предварительный отжиг заготовок для получения мелкозернистой структуры металла и повышения его пластичности;
- травление заготовок в подогретом растворе серной кислоты для удаления окалины с последующей промывкой, после удаления окалины на поверхность наносят под смазочный слой путем омеднения, фосфатирования, известкования, к слою хорошо прилипает смазка и коэффициент трения значительно снижается;
- волочение, заготовку последовательно протягивают через ряд постепенно уменьшающихся отверстий;
- отжиг для устранения наклепа: после 70…85 % обжатия для стали и 99 % обжатия для цветных металлов ;
- отделка готовой продукции (обрезка концов, правка, резка на мерные длины и др.).
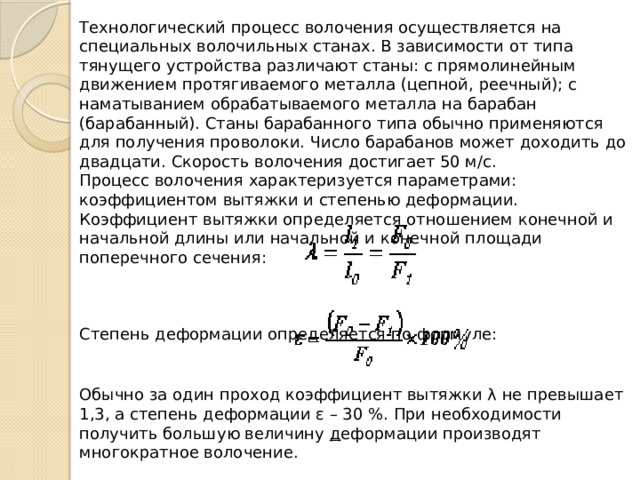
Технологический процесс волочения осуществляется на специальных волочильных станах. В зависимости от типа тянущего устройства различают станы: с прямолинейным движением протягиваемого металла (цепной, реечный); с наматыванием обрабатываемого металла на барабан (барабанный). Станы барабанного типа обычно применяются для получения проволоки. Число барабанов может доходить до двадцати. Скорость волочения достигает 50 м/с.
Процесс волочения характеризуется параметрами: коэффициентом вытяжки и степенью деформации.
Коэффициент вытяжки определяется отношением конечной и начальной длины или начальной и конечной площади поперечного сечения:
Степень деформации определяется по формуле:
Обычно за один проход коэффициент вытяжки λ не превышает 1,3, а степень деформации ε – 30 %. При необходимости получить большую величину д еформации производят многократное волочение.







Вебинар для учителей

Свидетельство об участии БЕСПЛАТНО!

